




Tag Archives: CENTRAL NUCLEAR
Deshidratación de fangos en Central Nuclear de Trillo
DESHIDRATACIÓN DE FANGOS EN CENTRAL NUCLEAR
La Central Nuclear de Trillo cuenta con una planta de pretratamiento de agua para asegurar la calidad de aporte de las corrientes de proceso y que consta de un proceso físico-químico y una operación primaria de decantación que se ha adecuado recientemente debido a los condicionantes incluidos en la autorización de vertido vigente y a mejoras planificadas para la operatividad de los sistemas de la Central. AEMA ha asumido el reto de llevar a cabo las modificaciones previstas e implantar una línea de tratamiento de fangos.
Descripción de la deshidratación de fangos
 La planta consta de 2 líneas de deshidratación de lodos con 2 filtros prensa automáticos (mod. GHS 1000 de Diemme, figura 1) e independientes donde los fangos procedentes del espesador son impulsados hacia estos equipos por medio de 2 sistemas de bombeo, uno por cada línea, formados por 2 bombas helicoidales (1+1R) de Mono (mod. C17DC10RM) y sus correspondientes variadores de velocidad (mod. SINAMICS G120 de Siemens) que regularán el caudal de tratamiento en función de la presión en el interior del filtro prensa.
La planta consta de 2 líneas de deshidratación de lodos con 2 filtros prensa automáticos (mod. GHS 1000 de Diemme, figura 1) e independientes donde los fangos procedentes del espesador son impulsados hacia estos equipos por medio de 2 sistemas de bombeo, uno por cada línea, formados por 2 bombas helicoidales (1+1R) de Mono (mod. C17DC10RM) y sus correspondientes variadores de velocidad (mod. SINAMICS G120 de Siemens) que regularán el caudal de tratamiento en función de la presión en el interior del filtro prensa.
En los filtros prensa es donde se produce la deshidratación mecánica de los lodos gracias a las presiones y caudales de trabajo de estos equipos y a la utilización de polielectrolito que favorece el proceso de sequedad. En los filtros prensa tiene lugar una separación sólido-líquido de tal forma que el agua extraída del fango es conducida a la planta de pretratamiento mientras que los lodos deshidratados, en forma de tortas, son acumulados en contenedores. Este fango está caracterizado como un residuo no peligroso y su posterior gestión es realizada por empresas debidamente autorizadas por la Administración competente.
Por diseño, la disolución de polielectrolito se realiza en continuo, en una estación automática para preparación y dosificación (mod. PKT 1700Q de OBL-ITT) que lleva incorporada un equipo cargador de polielectrolito en polvo (mod. A128XR de Nilfisk), y se dosifica por medio de 2 sistemas de bombeo, uno por cada línea de deshidratación, con 2 bombas helicoidales (1 + 1 en reserva) de Mono (mod. C1XKC11RM) y montadas con variadores de velocidad (mod. Sinamics G120 de Siemens) que ajustan el caudal de reactivo dependiendo de la concentración de lodos en el espesador y del caudal de fangos de entrada al filtro prensa.
Experiencia operativa y resultados
Análisis operativo
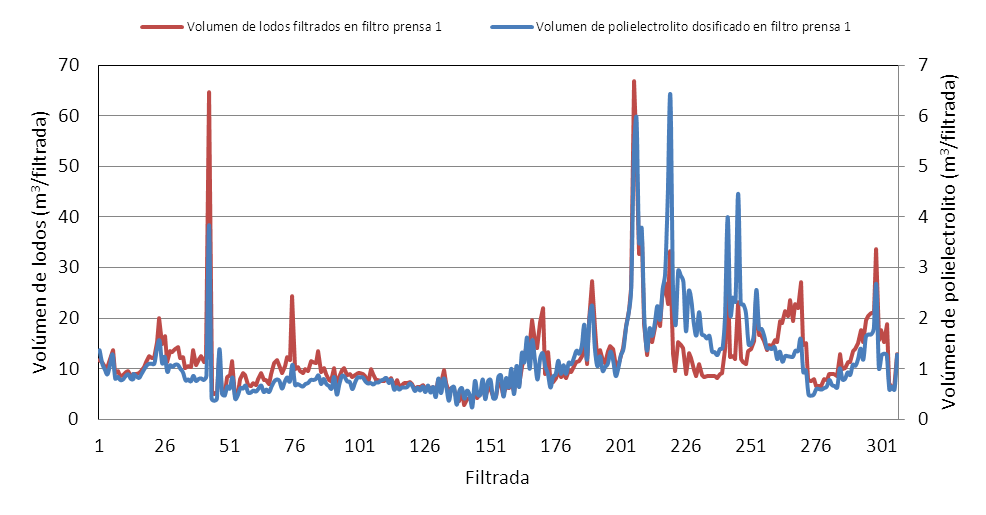
La tendencia de los parámetros de control más representativos del proceso de deshidratación mecánica de lodos (volúmenes de fangos y polielectrolito y tiempos de filtración) llevados a cabo en los filtros prensa 1 y 2 en cada filtrada se muestran en las figuras 2-3 y 4-5 respectivamente.
Figura 2
Deshidratación de fangos en central nuclear
Figura 3

Deshidratación de fangos en central nuclear
Figura 4: Volúmenes de fangos y polielectrolito en filtro prensa 1

Deshidratación de fangos en central nuclear
Figura 5: Tiempos de filtración en filtro prensa 1.

Deshidratación de fangos en central nuclear
Durante la operación de los filtros, en las que se han realizado 716 filtradas durante un periodo de 18 meses, se ha podido apreciar que estos parámetros han sufrido variaciones, en algunos momentos incluso fueron acusadas, como consecuencia de las condiciones de operación (valores de consigna), de las propiedades del fango y/o del estado de la instalación.
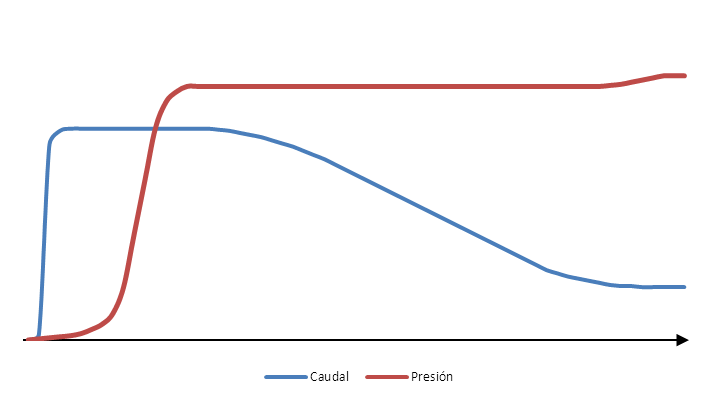
En condiciones normales de operación, se ha apreciado que al comenzarse una filtrada el caudal de la bomba de fangos rápidamente alcanza la frecuencia máxima permitida mientras que la presión lentamente va aumentando en la etapa de llenado. A medida que el tiempo transcurre y finaliza la fase de llenado y da comienzo la etapa de compactación, el caudal sigue manteniéndose pero la presión aumenta de manera exponencial hasta alcanzar una presión máxima de trabajo que se mantiene hasta conseguir la presión final de filtración definida en consigna.
Para alcanzar este valor, previamente el caudal de alimentación de fangos ha ido disminuyendo de manera progresiva hasta estabilizarse en el caudal de final de filtración establecido también en consigna. La evolución experimentada por los parámetros, caudal y presión en una filtrada se muestra en la figura 6 y representa el comportamiento típico del filtro prensa en situaciones normales de trabajo. En estas condiciones, la concentración de lodos y el tiempo de filtración suelen determinar la viabilidad para poder obtener el desprendimiento libre de todas las tortas de fangos.
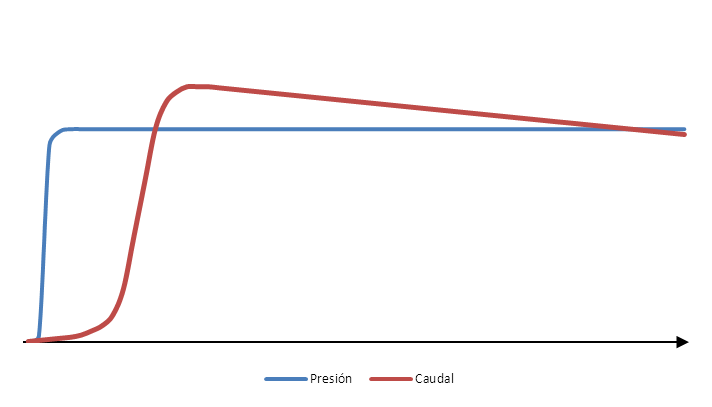
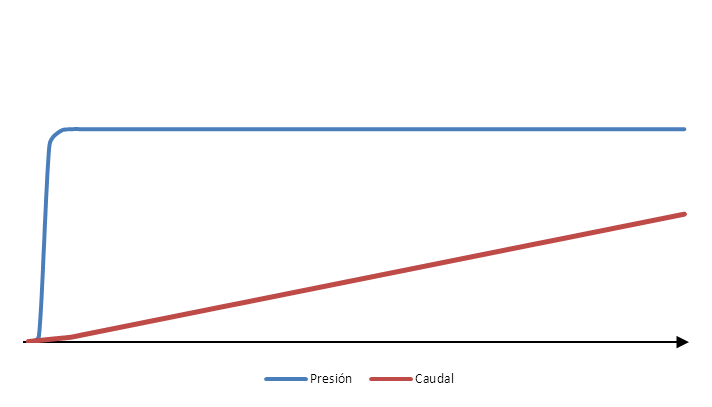
Ahora bien, de acuerdo con los resultados experimentales obtenidos, han sido observados otros comportamientos en los ciclos de filtración. Estas otras tendencias (figuras 7-9), caracterizadas por tiempos de filtración elevados, caudales de agua de rechazos del filtro prensa altos, drenajes turbios y lodos deshidratados inadecuados, pusieron de manifiesto que las propiedades del fango en el espesador y el estado de las telas pueden influir de manera significativa en la calidad de las tortas.
Con la planta operando en condiciones normales y empleado AEMFLOC C-285 (polielectrolito de alta cationicidad y bajo peso molecular) a una concentración del 0,2 %, la instalación permite obtener fangos deshidratados (figura 10) con una humedad promedio del 62,9 %, inferior al valor de diseño del 70 %, para una materia seca de lodos (promedio) en el espesador del 5,7 %.
Para concentraciones de entrada en torno a 3 % smt, los lodos pueden presentar mayor humedad que la deseada mientras que a concentraciones más altas, 8-10 % smt, es posible obtener resultados espectaculares pues la humedad de las tortas puede estar próxima al 52 % (calidad que no se alcanza en la operación de filtros prensa).
Figura 8: Evolución del caudal y la presión: tendencia ideal
Deshidratación de fangos en central nuclear
Figura 9: Evolución del caudal y la presión: tendencia tipo “1”
Deshidratación de fangos en central nuclear
Figura 10: Evolución del caudal y la presión: tendencia tipo “2”
Deshidratación de fangos en central nuclear
Figura 11: Evolución del caudal y la presión: tendencia tipo “2”

Deshidratación de fangos en central nuclear
Tabla 1. Principales valores de consignas habituales en los filtros prensa.

Deshidratación de fangos en central nuclear
Análisis estadístico
Con la finalidad de analizar el comportamiento de los 2 sistemas de deshidratación de fangos, se ha verificado mediante análisis estadístico con el software SPSS que las variables que caracterizan cada ciclo de filtración (volúmenes de fangos y polielectrolito y tiempos de filtración) son independientes, continuas y normales para cada uno de los equipos.
Figura 12: Humedad media mensual del fango deshidratado

Deshidratación de fangos en central nuclear
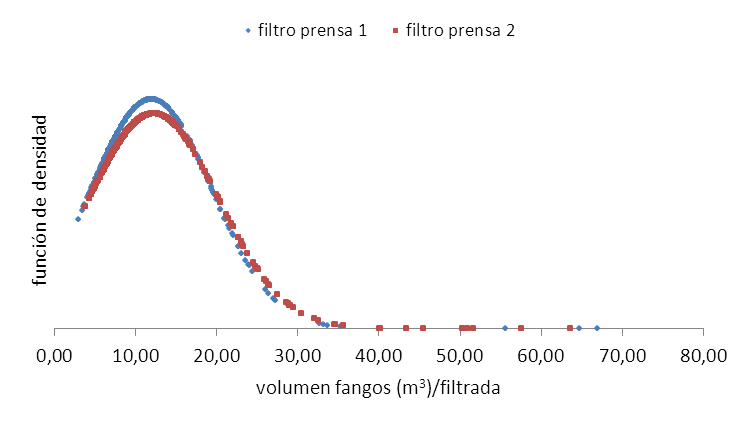
Figura 13: Distribución normal de los volúmenes de fangos
Deshidratación de fangos en central nuclear
Figura 14: Distribución normal de los volúmenes de polielectrolito.

Deshidratación de fangos en central nuclear
Figura 15: Distribución normal de los tiempos de filtración.

Deshidratación de fangos en central nuclear
Central Nuclear de Trillo y para AEMA de manera que con la instalación de los filtros prensa se consigue reducir en torno a 8,9 veces el volumen generado de lodos inicialmente.
El funcionamiento de la instalación, cuya operación continua es tarea de AEMA, ha resultado adecuado ya que se ha logrado obtener fangos deshidratados con un porcentaje de humedad medio del 62,9 % para unas condiciones de operación variables como resultado principalmente del estado del lodo en el espesador y de los tiempos de residencia hidráulicos empleados.
La planta permite alcanzar humedades mínimas (promedio) en las tortas del 52 %: resultados impensables en un tratamiento de deshidratación mecánica con filtros prensa.
Han sido observados diferentes comportamientos típicos de la presión de operación y del caudal de alimentación de fangos de los cuales se prefiere el definido en situaciones normales de operación (figura 6) ya que es indicativo del correcto estado de los componentes de la instalación.
De acuerdo con el análisis numérico realizado se ha podido comprobar que las muestras de volúmenes de fangos y de polielectrolito en los filtros prensa son estadísticamente iguales, con un intervalo de confianza del 99 %, de manera que no hay diferencias significativas entre las medias. Tampoco existen desigualdades en los tiempos de filtración.
Por tanto, es posible confirmar que ambos filtros se comportan de la misma manera y se ha podido apreciar que en el intervalo [μ – σ] de la variable tiempo de filtración es donde se localizan los casos en los que se produce la caída de todas las tortas de fangos de los filtros prensa sin necesidad de intervención de un operador de planta.
Conclusiones
La prevención y minimización de los residuos es una prioridad para Central Nuclear de Trillo y para AEMA de manera que con la instalación de los filtros prensa se consigue reducir en torno a 8,9 veces el volumen generado de lodos inicialmente.
El funcionamiento de la instalación, cuya operación continua es tarea de AEMA, ha resultado adecuado ya que se ha logrado obtener fangos deshidratados con un porcentaje de humedad medio del 62,9 % para unas condiciones de operación variables como resultado principalmente del estado del lodo en el espesador y de los tiempos de residencia hidráulicos empleados.
La planta permite alcanzar humedades mínimas (promedio) en las tortas del 52 %: resultados impensables en un tratamiento de deshidratación mecánica con filtros prensa.
Han sido observados diferentes comportamientos típicos de la presión de operación y del caudal de alimentación de fangos de los cuales se prefiere el definido en situaciones normales de operación (figura 6) ya que es indicativo del correcto estado de los componentes de la instalación.
El comportamiento de las 2 líneas de los filtros prensa montadas es, estadísticamente, idéntico.
Tanto en sus aspectos operacionales como técnicos, la planta permite obtener de manera continuada la descarga completa de los filtros sin actuación de personal.
FUENTE: FUTURENVIRO
CONSULTE CON NUESTRO EXPERTO
Javier Rodríguez Salvador, Jefe de Zona de AEMA, a través de su e-mail: jrodriguez@aemaservicios.com
