




Category Archives: Aguas Industria Agroalimentaria
Sistema de aireación AEMJET, eficiencia energética con mínimo mantenimiento

Sistema de aireación-mezclado*
Sistema de aireación (AEMJET)
El procesamiento de alimentos requiere mucha agua, generando un alto volumen de aguas residuales con importante carga contaminante (DBO, DQO, nutrientes). Estas se tratan comúnmente con un tratamiento biológico utilizando un proceso anóxico y de aireación. Para que pueda ser realizado y completado el proceso de nitrificación/desnitrificación por las bacterias, necesitamos sistemas de aireación capaces de suministrar todo el aire/oxígeno necesario para la eliminación de la DQO y poder nitrificar completamente el nitrógeno orgánico. De ahí la necesidad de encontrar sistemas de alto rendimiento de trasferencia de oxígeno, con el menor coste operativo de energía y eliminar el riesgo de averías en el sistema. Sistemas de aireación (AEMAJET)
El sistema de aireación y/o mezcla, por medio de toberas (AEMJET) es uno de los métodos de introducción de oxígeno en el tratamiento biológico “aireado o aeróbico” más eficaces utilizados por los procesadores de aves y carnes, lácteos, así como por otros fabricantes de alimentos y bebidas.
Fundamentos de la operación
Basándose en los principios de funcionamiento de los eyectores, las aguas residuales de una bomba de recirculación y el aire de una soplante, viajan por líneas independientes en el aireador del tanque y se encuentran dentro de boquillas de chorro concéntricas dobles, que por su geometría especialmente diseñada, producen el efecto “venturi”, creando un intenso contacto líquido-aire y mezclando estas dos corrientes al mismo tiempo que forman burbujas de tamaño micrométrico. El flujo mezclado sale de las boquillas a altas velocidades en patrones de mezcla estratégicamente diseñados que permiten un movimiento continuo sin ninguna «zona muerta» dentro del tanque.
Beneficios del sistema
- Flexibilidad del proceso: Con los sistemas de aireación por eyectores, tanto el mezclado como la transferencia de oxígeno pueden ser controlados independientemente. El mezclado es gestionado por la bomba de recirculación, mientras que el nivel de transferencia de oxígeno lo es por la soplante. La otra ventaja es que la eliminación de nitratos, en sistemas SBRs, se realiza utilizando las mismas bombas que se usan para proporcionar líquido motriz al sistema de aireación a eyectores para mantener el licor mezcla en suspensión y que se lleve a efecto el proceso anóxico. Esto elimina la necesidad de elementos auxiliares de agitación para realizar esta función.

Sistema de aireación AEMJET
El sistema de aireación AEMJET, a diferencia de otros sistemas, permite aireación pero también anoxia interrumpiendo el aporte de aire sin hacerlo con la recirculación de licor mezcla, es ideal para aplicaciones con tecnología SBR en los sectores cárnico, lácteo, etc., siempre que haya necesidad de eliminar nitrógeno.
- Eficiencia energética: Los equipos de aireación de alto cizallamiento, como los aireadores a eyectores, producen un factor alfa más alto en comparación con otras tecnologías de aireación debido a la renovación de la superficie en la interfaz gas/líquido. Los factores alfa más altos se traducen en requisitos de oxígeno estándar (SOTR) relativamente más bajos y, en efecto, en soplantes más pequeñas en comparación con otras tecnologías de aire (difusores).
- Fácil de mantener: Todos los componentes del equipo mecánico del sistema están situados fuera del tanque para facilitar el funcionamiento y el mantenimiento. Los aireadores de eyectores dentro del tanque están diseñados y fabricados con materiales duraderos y resistentes a la abrasión como el acero inoxidable. Los sistemas de aireación a eyectores están diseñados para una prolongada vida útil, por lo que no hay necesidad de drenar el tanque para el mantenimiento de rutina.
Pero también es un sistema que puede ser aplicado para hacer únicamente aireación, teniendo en cuenta su diseño a las características del reactor y vertido de la fábrica.
- Rendimiento en climas fríos: Las tecnologías de aireación por eyectores y difusores, se asientan en la base de los tanques y son ideales para climas fríos; pueden funcionar eficazmente durante todo el año, incluso durante los inviernos rigurosos, cuando los aireadores en la superficie pueden congelarse, funcionar mal o necesitan ser retirados del servicio de alguna otra manera.
Para ampliar la información, no dude en contactar con nosotros: comercial@aemaservicios.com
*Sistema de aireación-mezclado: Compuesto por un bombeo exterior de recirculación, un grupo de soplante híbrido y un sistema de toberas a través del cual se inyecta la mezcla aire-agua y permite la correcta homogeneización del vertido.
Sistema de aireación (AEMJET)
Ventajas en la automatización de plantas de tratamiento de aguas
La automatización y el control, es fundamental para un correcto funcionamiento de los procesos de una planta depuradora.
En el tratamiento del agua, uno de los objetivos perseguidos, es el ahorro energético, que incide directamente en el ahorro de costes.

Estación Depuradora de Aguas Residuales (EDAR)
El tamaño de una EDAR influye en los costes energéticos. En una EDAR de mayor tamaño, se tienen menores costes energéticos, a diferencia de las que se obtienen en una EDAR de menor tamaño, que son mayores.
Así pues, los costes energéticos en una explotación de EDAR suponen un porcentaje medio del 56%, por lo que toda mejora en este valor implica una reducción importante de los mismos. En cambio, si nos centramos en el consumo energético en los procesos, estos dependen de si son procesos unitarios los que componen la instalación, de la configuración seleccionada y del tamaño de la misma. En una EDAR estándar, el consumo eléctrico principal proviene de la aireación del tratamiento biológico y suele representar un 50-80% del consumo eléctrico total. La deshidratación de los fangos también representa un consumo significativo, alrededor del 10%, y el consumo de los bombeos es variable y depende mucho de la configuración y de las cotas de agua a salvar.
La tecnología de la automatización permite ahorrar costes energéticos, aunque para conseguir este objetivo conviene analizar los niveles de automatización, de los cuales se contemplan tres: básico, control PID, porque reaccionan al error ya producido de forma proporcional (P), integral (I) y derivativa (D); control predictivo avanzado, que permite ajustar automáticamente los parámetros del modelo predictivo a la relación causa-efecto del proceso y a sus variaciones con el tiempo, el control adaptativo predictivo (AP); y gestión de energía, o conjunto de algoritmos de análisis robustos y probados que proporciona una gestión del sistema eléctrico en tiempo real de alta velocidad de operación, disponibilidad y de entorno de modelado integral.
En resumen, la automatización, con independencia del nivel, reduce costes y produce ahorro en la explotación de las plantas de tratamiento de aguas.

Automatización EDAR
Conclusiones: Está comprobado que las soluciones de automatización logran, en algunos casos, ahorros de hasta un 40% en sistemas convencionales, siempre que se apliquen en todas las fases de la instalación: ingeniería, producción y servicios. Y existen múltiples ejemplos donde pueden aplicarse: control de bombas en estaciones depuradoras de aguas residuales; monitorización y control automático de los sistemas de depuración y/o de abastecimiento; diagnóstico, evaluación y mantenimiento de datos en plantas de tratamiento y redes de agua para evitar interrupciones en los procesos; inspección de cuencas; control de procesos; ahorro energético en el suministro de agua potable; control de válvulas, actuadores e instrumentación; integración de estructuras; gestión de la infraestructura eléctrica de las redes de alimentación; soluciones de comunicación; etc.
El objetivo de los sistemas de automatización y control de EDAR, es supervisar y controlar en tiempo real las instalaciones objeto de estudio desde el control, con el fin de optimizar:
- El mantenimiento de la calidad del agua tratada.
- Los costos derivados de la explotación de la planta.
- Las tareas de operación y supervisión.
- El funcionamiento de los equipos.
Y conseguir:
- Un alto grado de seguridad tanto del personal como de las instalaciones.
- La reducción de daños por avería.
- La obtención de informes, gráficos, históricos, etc.
Servicios en la automatización de plantas de tratamiento de aguas:
- Automatización de procesos con control basado en PLC.
- Manejo sencillo e intuitivo mediante Interface de Pantalla Táctil.
- Sistemas de Supervisión por computadora con software SCADA.
- Integración de equipos y Sistemas con Standard de calidad.
- Sistemas de Telecontrol.
- Soporte y asesoramiento técnico de emergencia.
Beneficios de la automatización de plantas de tratamiento de aguas:
- Soluciones concebidas de principio a fin en función de los requerimientos y necesidades de los clientes.
- Gestión integral de sistemas eléctricos y electrónicos con la implementación de sistemas de protecciones eléctricas y dispositivos de protección contra sobretensiones.
- La automatización concebida como un todo, aplicando la normativa existente.
- Experiencia en sistemas de monitoreo, control y automatización de procesos y tareas, teniendo en cuenta la expectativa del usuario final y el uso de la información generada por los sistemas.
- Proyectos concebidos para operar en el largo plazo con posibilidad de realizar expansiones futuras.
Comprende las actividades de:
- Diagnóstico de sistemas instalados y acotamiento general de acuerdo con el reglamento técnico para el sector de agua potable y saneamiento básico.
- Identificación y asesoría para la colocación de los instrumentos de medida.
- Diseño de los sistemas eléctrico, electrónico, integrado de protecciones eléctricas y de ductos y cableados en norma RETIE.
- Sistemas y equipos de comunicaciones: tableros de potencia y de control, actuadores, válvulas y dosificación automática de químicos.
- Equipos de lógica programable: sistema de adquisición y control, sistema SCADA de monitoreo y supervisión de procesos, para el control general de operación.
- Adaptar los sistemas de tratamiento en la gestión, según la tarifa eléctrica que está contratada, asegurando el proceso del sistema.
- Ingeniería de detalle con planos y especificaciones del proyecto de automatización: Conexionado y distribución del sistema.
- Presentación y socialización del proyecto: inclusión al proceso de los diferentes actores que intervienen bajo criterios técnicos específicos.
- Cumplimiento de los más altos estándares de calidad, ajustándose a la normativa vigente: NSR 10, RAS 2000, Norma RETIE, NTC 2050 y demás normas técnicas existentes.
Te ayudamos en lo que necesites, contáctanos: comercial@aemaservicios.com
Tecnología anaerobia en el sector de conservas vegetales
Tratamiento de aguas residuales con tecnología anaerobia en el sector de conservas vegetales: Ventajas del sistema Biotim ®UASB* frente al IC**
En el sector agroalimentario, y específicamente en el de conservas vegetales, se generan vertidos de naturaleza muy dispar dada la estacionalidad de las diferentes campañas. Además, dichos vertidos, se caracterizan por su buena biodegradabilidad.
Una importante cifra de depuradoras en este sector responden a tecnología biológica aerobia en sus diferentes configuraciones: convencional, SBR, etc. que frecuentemente son vulnerables a episodios de bulking filamentoso que de cara a la operación tiene como consecuencia la baja o nula decantabilidad del fango y baja calidad del vertido final. La experiencia muestra que al introducir Tecnología anaerobia en el sector de conservas vegetales previos al tratamiento aerobio ya existente, se elimina este riesgo.
Los procesos anaerobios son idóneos en aguas residuales con altas concentraciones de materia orgánica de fácil biodegradación, por ello es indicado para sectores como el cervecero, papelero, azucarera, en general industrias agroalimentarias y de bebidas que procedan de productos de origen vegetal.
En este documento queremos compartir los principios básicos de los sistemas con tecnología anaerobia en el sector de conservas vegetales, con especial referencia a los aplicados en la industria como nuestro BIOTIM UASB y el IC, y las ventajas que resaltamos del primero.
Los sistemas de tratamiento anaerobios se basan en un proceso biológico el cual es operado y controlado bajo condiciones anaerobias (ausencia total de oxígeno disuelto) en el que se transforma de manera efectiva la DQO, DBO y SSV en una pequeña cantidad de biomasa y en biogás (producción de energía).
Los reactores UASB (Upflow Anaerobic Sludge Blanket), reactor anaerobio de flujo ascendente, son un tipo de biorreactor tubular que operan en régimen continuo y en flujo ascendente, es decir, el afluente entra por la parte inferior del reactor, atraviesa todo el perfil longitudinal, y sale por la parte superior. Son reactores anaerobios en los que los microorganismos se agrupan formando biogránulos.
La tecnología para el tratamiento anaerobio a cargas altas constituye una tecnología madura. Al menos 1.200 plantas a escala industrial se han registrado en el mundo para el tratamiento de efluentes industriales (en la actualidad se estima que hay unas 2.500). El abanico de usos de esta tecnología es muy amplio, ya que el tratamiento anaerobio de aguas residuales no se limita únicamente a la degradación en aguas residuales de contaminación orgánica.

Caso práctico A. Comparativa UASB -IC: Tecnología anaerobia en el sector de conservas vegetales
A continuación, haremos hincapié en algunas ventajas del sistema Biotim ®UASB frente al IC Tecnología anaerobia en el sector de conservas vegetales:
1. Torre de recirculación exterior: pre-recirculacion (IC) VERSUS post-recirculación (UASB)
• La mezcla es MENOS efectiva con la pre-recirculación. Por el contrario, en la post-recirculación inyectamos el efluente ya depurado junto con el efluente sin tratar delante de un mezclador estático muy eficiente, garantizando un elevadísimo grado de mezcla. En la pre-recirculación se limita la mezcla introduciendo el efluente sin tratar en un tanque muy elevado (30 metros) consiguiendo un perfil de mezcla que desmejora de arriba hacia el fondo del tanque.
• Cuando mezclamos después del reactor anaerobio, efluente ya depurado, lo hacemos post degasificación, esto es sencillamente menos CO2 dentro de la torre de recirculación, menos ácido y por consiguiente un pH mas alto, lo que se traduce en muchísimo menos consumo de NaOH versus pre-recirculación.
• El tanque de efluente anaerobio, después del reactor UASB – no antes -, es también un tapón cuando no hay producción de efluente desde la fábrica. De esta manera sólo nos limitamos a recircular, medir el pH y la temperatura para ver qué pasa en el reactor. Con un tanque delante del reactor anaerobio como en el IC, no medimos lo que pasa dentro del reactor.
2. Relación DQO / SST
La limitación del ratio DQO/SST a la entrada de una torre elevada anaeróbica (IC) es más “crítica” comparada con un reactor UASB. Una concentración elevada de SST “desestabiliza” el IC que trabaja a alta velocidad.
• El BIOTIM®UASB es un equipo robusto, un “todo terreno”. Soporta fluctuaciones estacionales de carga sin perturbaciones.
• El BIOTIM®UASB reduce la concentración de SST orgánica en el proceso. Resultado: el efluente tratado en un UASB contiene menor SST que el influente y por tanto MENOS carga para el aerobio posterior. En un IC, sucede lo contrario y por ende, alto riesgo de pérdida de fangos.
• Cuando procesamos patata, con significativa concentración de ALMIDÓN (molécula compleja) las aguas residuales presentan viscosidad y si se trabaja a alta velocidad como sucede en el IC, observamos arrastre y pérdida de fangos fuera del reactor.
• El BIOTIM®UASB con su elevada superficie de separadores trifásicos en el topo del reactor, minimiza la pérdida de fangos.
• El BIOTIM®UASB en el sector de vegetal, ultra congelados y conservas es un reactor productor neto de fango granular. Un subproducto muy valorado en el mercado.
3. Menor consumo de OHNa (sosa)
El consumo de sosa en una torre elevada anaeróbica (ej. IC) es mayor que con un BIOTIM®UASB.
NOTA: la inmensa mayoría de las instalaciones BIOTIM®UASB en el sector vegetal, ni siquiera cuentan con instalaciones de dosificación de PQ.
El BIOTIM®UASB tiene separadores lamelares crossflow y con ello:
• No hay riesgo de espumas.
• No hay necesidad de dosificación de antiespumante, coagulante, etc.
• Mantiene alta concentración de fangos granulares.
• Mantiene el SST ‘almidón’ por más tiempo dentro del reactor (por su volumen de biomasa disponible y baja velocidad de trabajo) y lo hidroliza convirtiéndolo en Biogás. El almidón, un componente complejo, necesita tiempo, que no dispone en una torre elevada anaeróbica.
• Mayor conversión de DQO soluble (hasta 100%) que genera menos AGV. Menos AGV significa menos consumo de sosa.
• En carga pico el BIOTIM®UASB trabaja con una dosificación media de 0,3 eq/kg DQO eliminado, y máxima de 1 eq/kg DQO. Mientras que una torre elevada (ej. IC) o un EGSB trabajan en el rango 2-2,5 eq/kg DQO eliminado.
• Extra alcalinidad, en el BIOTIM®UASB se queda dentro del reactor, SIN necesidad de un plus de reciclo: el equilibrio CO2/HCO3 no espera a compensar el pH hasta ser recirculado.
• Todo el biogás producido en el primer metro de manto fango granular (abajo) cede toda su alcalinidad al reactor. Inmediatamente.
4. Desulfuración del biogás (Belgas®), SIN QUÍMICOS
Cuando el biogás a partir de procesos anaerobios se utiliza como combustible, el sulfuro de hidrógeno (H2S) debe retirarse para evitar problemas de corrosión en calderas y para reducir la contaminación del aire causada por SOx en los gases de escape que emanan de la chimenea.
La tecnología convencional para la eliminación de H2S ha sido la absorción química seca y el scrubber químico húmedo. Sin embargo, tales métodos químicamente basados resultan en altos costos de operación derivados del elevado consumo de producto químico y la eliminación de los residuos químicos (azufre elemental).
Para superar estas limitaciones, en la actualidad se impone el uso de bioscrubbers, que basan su funcionamiento en la eliminación biológica de azufre, sin el empleo de producto químico.
Como podemos apreciar debajo, en el ciclo del azufre, tenemos 2 sentidos: la superior o reductiva y la inferior u oxidante. Esta última transcurre con la participación de bacterias tipo Tiobacillus utilizadas durante mucho tiempo en procesos de desodorización mediante la oxidación de sulfuros.

En la desodorización de aire, la absorción del sulfuro en el líquido y su oxidación tienen lugar en un único reactor. Sin embargo, cuando desulfuramos biogás es necesario separar la fase de absorción de la oxidación propiamente dicha para evitar la incorporación de aire al biogás. Para cumplir con esta condición, tecnológicamente se recurre a utilizar un reactor de contacto gas líquido (Belgás) o bioscrubber que trabaja contra un tanque aireado (fango activo).
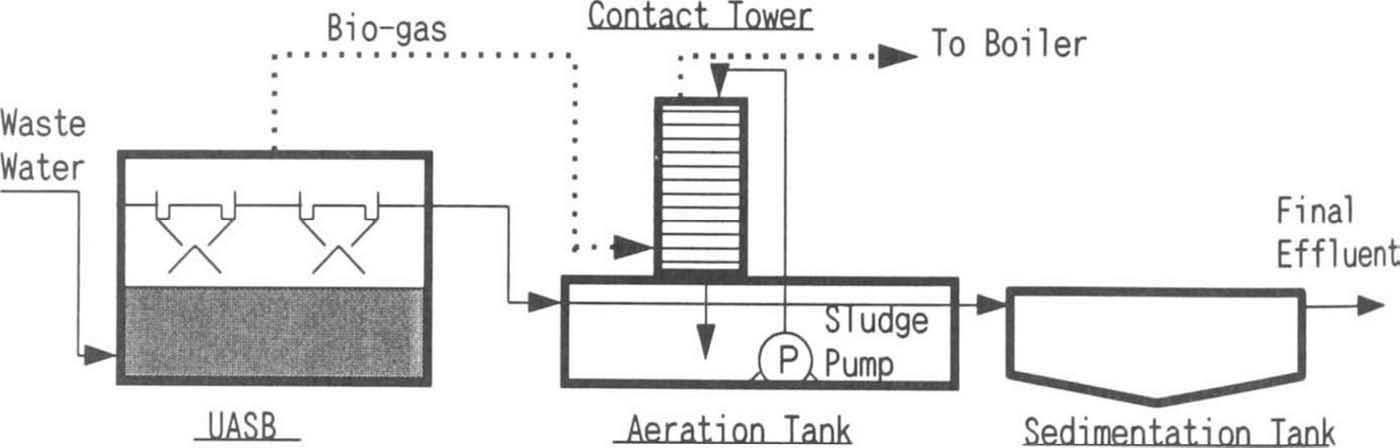
Esquema simplificado de un Belgas

Esquema simplificado de la absorción del sulfuro en el fango activo
En la torre de contacto (Belgas) el biogas circula en contracorriente con un flujo de fango activo que se alimenta y retira continuamente de la torre. El biogas cede por absorción el sulfuro contenido al líquido de una manera eficiente. El fango activo con el sulfuro absorbido retorna al reactor biológico aerobio donde se oxida completamente a sulfatos, NO azufre elemental que resulta un sólido a gestionar que se produce con el scrubber químico.
Considerando la elevada producción de sulfuro en la corriente de biogas 900 ppm, se sugiere implementar sesiones de lavado/limpieza o CIP del Belgas con solución de OHNa para evitar obstrucciones en el scrubber debido a un posible crecimiento orgánico.
Una sesión típica de CIP se programa una vez al mes o cada dos meses o incluso más, y aplica PUNTUALMENTE un aumento de pH mediante dosificación de sosa en el compartimiento de lavado (depósito más bajo negro de PEAD que veis en la foto adjunta). El pH para el lavado CIP debe establecerse aproximadamente 12. Durante 2 horas, el sistema BELGAS se lavara luego a plena capacidad por medio de las bombas de lavado de alimentación. Durante la limpieza de CIP, el líquido de lavado fluye hacia el compartimento de lavado y la válvula de la salida gravitatoria hacia la mitad del tratamiento aeróbico se cierra automáticamente. Al final del ciclo de lavado CIP, la válvula se abre de nuevo, y el líquido de limpieza CIP se bombea sobre el Belgas hacia el tratamiento aeróbico para una igualación y oxidación posterior.

Esquema Belgas EDAR La Zaragozana (Cervecería)
La nueva biomasa del tratamiento aeróbico fluirá de regreso al compartimento de lavado y el BELGAS estará operativo de nuevo.
El Belgas comparado con otros sistemas scrubber químico altamente estable frente a variaciones de caudal y carga del reactor. No necesita una producción estable y uniforme en el tiempo.
El procedimiento clásico de lavado de biogás implica el agregado de OHNa continuo para mantener la alcalinidad y el pH del líquido de lavado (tampón HCO3Na-CO3Na2). Asimismo, se requiere de un agregado permanente de nutrientes (30 ml/kg de azufre eliminado) y aire para mantener la actividad de las bacterias responsables de la oxidación de lo sulfuros hasta azufre elemental, que como hemos dicho anteriormente es un fango que debe deshidratarse y gestionarse.
Debido al hecho de que parte del sulfuro es oxidado completamente a azufre elemental, se requiere una reposición periódica de líquido alcalino de lavado (OHNa) para mantener un nivel adecuado de concentración que haga posible la reacción química de absorción en la torre de contacto.
5. Gasómetro, no lo necesitamos (un equipo y un mantenimiento menos)
Desde que el reactor BIOTIM®UASB comienza a producir biogás, este se acumulará debajo del techo. El techo tiene 624m² de superficie, 288m² de estos son ocupados por los separadores de fase: quedan 336m2 debajo del techo mismo. Esto genera un volumen importante de tampón/gasómetro de 250m³ – máximo 300m³ de biogás.

Conforme el reactor produce más biogás, esta cámara se va llenando y una vez alcanzado los 25mbar, la válvula de salida hacia antorcha/caldera se abre, y es también con esta presión que el agua se ve empujada hacia debajo de los acumuladores de gas.
Durante la operación del BIOTIM®UASB, la presión varía entre estos 25 y 35mbar en operación normal, sin impacto a la caldera o antorcha gracias a este acumulador o gasómetro bajo techo del propio reactor.
En caso de alta carga/producción biogás y que la antorcha y ni la caldera aguantarían la sobre presión generada encima de 55mbar, se abrirá automáticamente la válvula respiradora. Seguridad principal para no dejar inflar/soltar el techo del depósito.
En el peor caso de una falla concatenada, simultánea y total de todos los sistemas de la caldera, antorcha y válvula respiradora (mecánica – no automatizada), hay una abertura física que se abre al aire ambiente a 70mbar – una purga – tubo adentro del techo en contacto con el agua: el agua queda empujada abajo por extra presión, el tubo de 70cm en el techo ira liberarse del agua dejando escapar el biogás hacia afuera.
No hay rigurosamente una válvula reguladora de presión en el reactor: sólo en la línea a antorcha para activarla o desactivarla. Y hacia caldera para activarla o apagarla con baja presión.
Como podéis apreciar, este sistema está sumamente probado en varios centenares de plantas. Hay un know how de por medio, con todas las garantías necesarias.
6. El valor de las referencias en el sector de conservas vegetales
Desde 1965 en Bélgica no ha dejado de aumentar el número de empresas de vegetales congelados hasta 12 en la actualidad. Juntas son responsables de más de un cuarto de la producción europea de verduras congeladas.

Unión de industrias belgas productoras de vegetales
En su inmensa mayoría depuradoras con tecnología anaerobia BIOTIM®UASB.
Depositar la confianza de una inversión en manos de una empresa capaz de testimoniar con casos reales su experiencia previa en el sector y apoyarse en la evidencia de lo ya hecho bien anteriormente es un valor agregado.
Si desea obtener más información sobre estos sistemas, contacte con nosotros comercial@aemaservicios.com
UASB* – Los reactores UASB (del inglés Upflow Anaerobic Sludge Blanket, reactor anaerobio de flujo ascendente) son un tipo de biorreactores tubulares que operan en régimen continuo y en flujo ascendente, es decir, el afluente entra por la parte del reactor, atraviesa todo el perfil longitudinal, y sale por la parte superior. Son reactores anaerobios en los que los microorganismos se agrupan formando biogránulos.
IC** – El reactor de circulación interna (reactor IC) es una forma de digestor anaeróbico diseñado principalmente para tratar aguas residuales. El digestor típicamente prroduce biogás con una alta concentración de metano (c80%). En esencia el IC para mejorar las tasas de digestión y los rendimientos de gas. La huella del reactor IC es por lo tanto más pequeña. Sin embargo, es más alto debido a la mayor complejidad del reactor. El reactor IC típicamente viene como parte de un sistema de digestión anaeróbica de dos etapas donde está precedido por un tanque de acidificación e hidrólisis. Los efluentes que salen del reactor IC a menudo requerirán tratamiento aeróbico para reducir la bioquímica (DBO) y la DQO para descargar los niveles de consentimiento.
Tecnología anaerobia en el sector de conservas vegetales
Depuradora de aguas residuales en el sector cervecero
Depuradora de aguas residuales en el sector cervecero: mediante tecnología anaerobia (UASB) + MBR
“Con el binomio UASB+MBR, AEMA garantiza para esta planta, menores costes de inversión, operación (CAPEX y OPEX) y una instalación compacta y ampliable.”
Aema, empresa española dedicada al tratamiento de aguas y depuración de vertidos industriales, apuesta de manera estratégica por nuevos diseños, persiguiendo la óptima gestión de la hidroeficiencia energética, la reutilización y la mejora medioambiental. Para ello, ejecuta instalaciones que incluyen nuevas tecnologías, en colaboración y alianzas con grandes empresas multinacionales, y con la confianza de los clientes y grupos empresariales usuarios finales de estas plantas de tratamiento.

EDARi La Zaragozana
Las industrias del sector de alimentación y bebidas generan aguas con alta concentración de materia orgánica compleja y de difícil degradación, como aceites y grasas. En la actualidad, estas aguas se tratan mediante procesos convencionales que requieren de un elevado consumo energético y producen una gran cantidad de fangos, y se desaprovecha su potencial de producción de biogás.
El Área de Ingeniería de AEMA continúa ampliando su cartera de referencias de depuración de aguas residuales en el sector cervecero. En este caso, el proyecto desarrollado se refiere a la la depuradora de aguas residuales de la fábrica de cerveza española con sede en Zaragoza, La Zaragozana, conocida comercialmente como Cervezas Ámbar.

Esquema general de la planta
1.Introducción
Con esta actuación, La Zaragozana, demuestra su compromiso con el medio ambiente, promoviendo y emprendiendo diferentes actuaciones que permiten el desarrollo y crecimiento de la compañía de manera sostenible. En el diseño de esta planta, Aema ha incorporado soluciones que garantizan menores costes de inversión y mantenimiento, así como la consecución de una instalación compacta y ampliable, según necesidades.
El comportamiento sostenible y socialmente responsable de la industria, mejora su posicionamiento, ayuda a reducir costes, atrae inversión y minimiza riesgos.
2.Tecnología Anaerobia (UASB) + MBR
El acuerdo contraído con La Zaragozana, incluye diseño, construcción, puesta en marcha, operación y mantenimiento durante varios años. Esta depuradora ha sido el fruto de meses de intenso trabajo para Aema, analizando las demandas del cliente y su objetivo de contar con una depuradora moderna, flexible y con exigentes garantías de vertido. Tras la exploración de diversos escenarios y tecnologías disponibles, se ha optado por la combinación de dos tecnologías con el binomio UASB+MBR: reactor anaerobio tipo UASB (Upflow Anaerobic Sludge Blanket), combinado con un reactor aerobio con tecnología MBR (reactor biológico de membranas).
Ambas tecnologías complementarias, permiten la eliminación de la demanda química de oxígeno (DQO) disuelta en los reactores biológicos y de la materia particulada en suspensión (SPM) rechazada por la membrana, dando lugar a un efluente de calidad incluso superior a la exigida por la legislación vigente para vertidos de aguas al río.
3.EDARi La Zaragozana
La EDARi, con una capacidad de tratamiento proyectada de 3.300 m3/d, integra las tecnologías anaerobia UASB y aerobia biorreactor de membrana (MBR) para la depuración biológica del vertido industrial de la cervecera.
Para este proyecto en concreto, las principales premisas que se han tenido en cuenta a la hora de diseñar la solución final han sido las siguientes:
- Reducción de la máxima DQO con el mínimo coste energético.
- Optima y mayor generación de biogás.
- Aprovechamiento del espacio disponible, con un diseño que optimiza la superficie de suelo industrial.
- Mínimo coste de canon de vertido.
- Pay back de la inversión.
Todas estas premisas han sido determinantes para seleccionar un diseño basado en el proceso anaerobio UASB+MBR como la solución más adecuada para tratar este tipo de vertido.
4.Diseñar, sin perder de vista el futuro
Un buen diseño, lo hace todo más fácil. El éxito de una instalación depuradora de aguas residuales (EDAR), depende de su capacidad de operar asegurando de manera sostenida, el cumplimiento de los parámetros de vertido, en relación a la carga contaminante influente.
¿Cómo se consigue esta situación de fiabilidad y con costes de operación asumibles?
La versatilidad del diseño permitirá futuras optimizaciones con el objetivo de reutilizar el agua depurada – agua regenerada – en los procesos internos de fábrica y que la planta de Zaragoza, se anticipe una vez más a nuevas exigencias de acuerdo con los estándares medioambientales de la compañía. Las posibilidades de reuso del agua depurada mediante tecnología de membrana (ej. Ósmosis Inversa) y desinfección (ej. Ultravioleta) buscarán mejorar a futuro el ratio de utilización de agua en la industria cervecera.
5.Ventajas tecnológicas

Esquema de un reactor BIOTIM® UASB
Esta nueva depuradora en el sector cervecero, confirma las ventajas intrínsecas de la tecnología anaerobia (UASB) que la hacen económica y tecnológicamente muy ventajosa frente a otras tecnologías de depuración.
En los tratamientos anaerobios no se requiere oxígeno (ahorro energético), se genera menor cantidad de lodo (residuos sólidos) y se produce un subproducto con alto valor agregado como es el biogás, susceptible de ser aprovechado.
- Bajo consumo energético y simplicidad del funcionamiento.
- Baja producción de fangos.
- Los lodos se conservan (sin alimentación) por largos periodos de tiempo.
- Bajos requerimientos nutricionales.
- Reducida superficie de implantación.
- Bajo consumo de productos químicos.
- Reducción de costes de tratamiento.
- Generación de biogás, que puede ser aprovechado como fuente de energía renovable.
- Posible valorización de la biomasa en el mercado.
- Diseño robusto, alto volumen de biomasa activa, resistencia a las perturbaciones de carga y temperatura con la más alta tasa de eliminación de DQO.
Para cerrar el círculo, aprovechando el contenido energético del biogás producido, la instalación se completa con la instalación de una estación de intercambio de calor en fases: precalentamiento del vertido con efluente depurado y calentamiento posterior con ayuda de una caldera de agua caliente.
Para la combustión del biogás y dando cumplimiento a la normativa vigente (RD 1042/2017) procedemos a la “desulfuración” del gas mediante un bioscrubber: un equipo que evita el consumo de producto químico empleando el fango activo del reactor aerobio como medio lavador de sulfuros.


En cuanto a la tecnología MBR, Aema es la firma española y primera en Europa en instalar y poner en marcha la nueva configuración de membranas de fibra hueca, ofreciendo lo más novedoso y viable, técnica y económicamente a la industria alimentaria, con más de 60 instalaciones en operación en todos los sectores. En este caso, esta tecnología, puede utilizarse como un proceso independiente o para “pulir” los vertidos pre tratados anaeróbicamente a una calidad adecuada e inigualable para su reutilización, cumpliendo además con los más estrictos límites de descarga en términos de MO, SS y nutrientes (N,P).

Instalacion MBR
Entre sus ventajas se encuentran:
- Fácil operación y mantenimiento
- Rápida implantación e integración con sistemas existentes
- Reduce o elimina la desinfección
- Baja presión transmembrana (TMP) de operación
- Cumple con los límites más estrictos para materia orgánica, SS y nutrientes
- La vida de servicio útil de la membrana puede ser mayor a 10 años
- Ultra compacto, bajo espacio de implantación
- Reduce producción de lodos y costo asociado de deshidratación más gestión
- Eliminación de los problemas inherentes a la decantación del fango
- Efluente de altísima calidad, apto para reutilización
Una ventaja importante del proceso de bioreactor de membrana, es que los sólidos del fango y biomasa, son totalmente retenidos en el bioreactor. Esto significa que el tiempo de retención de sólidos (SRT) en el bioreactor, se puede controlar completamente por separado del tiempo de retención hidráulico (TRH). Esto es diferente del proceso CAS o fango activado convencional, donde los “flóculos” que componen la biomasa, tienen que crecer en tamaño hasta el punto donde puedan sedimentar en el clarificador secundario. En un CAS, el TRH y SRT van acoplados, ya que el tamaño del flóculo y su sedimentabilidad está ligada al TRH.
Por último, el tiempo de retención de sólidos (SRT) tiende a proporcionar un mejor biotratamiento total. Esta condición favorece el desarrollo de los microorganismos de crecimiento más lento, específicamente nitrificantes. Los MBRs entonces son especialmente eficaces en la eliminación de N (nitrificación).
6.Resumen
Después de más de 15 años de operación con la tecnología MBR, AEMA ha sido capaz de innovar en la aplicación de esta tecnología en el sector industrial alimentario, mejorando los sistemas de control y autogestión, optimizando las estrategias de operación, adaptando los protocolos para traducirlos en un funcionamiento estable a lo largo del tiempo y con los más bajos costes de mantenimiento. Funcionan actualmente plantas instaladas y mantenidas por AEMA con esta tecnología, que operan en la actualidad con aquellas membranas originales de hace más de 15 años.
La fórmula y garantía de éxito de AEMA a lo largo del tiempo, descansa en haber dado forma y comprendido la ecuación y sinergia entre:
Estrategias de Control + Hidráulica + Proceso Biológico = AemaMBR
Para entender este concepto es importante darse cuenta de que TODAS las membranas sumergidas tienen un biofilm que debe gestionarse con el conocimiento que brinda la experiencia. Proactividad trabajando al servicio del cliente desde nuestros departamentos de E&M (Explotación y Mantenimiento), laboratorio de bioindicación y análisis, ingeniería de diseño, I+D.
La experiencia de AEMA en vertidos industriales, unida en esta planta depuradora a Waterleau (multinacional especialista en tecnología anaerobia), como socio tecnológico, prevé garantizar el resultado óptimo de este proyecto, tanto desde el punto de vista del sistema de depuración propuesto, como desde el punto de vista de la eficiencia energética, el aprovechamiento del exceso del biogás (calor) generado para la producción de fábrica y el calentamiento del vertido de la depuradora.
Luis Carlos Martínez Fraile (Director Técnico en Grupo AEMA)
Alicia Torres Fraile (Directora de I+D+i del Grupo AEMA y Directora Técnica en LABORATORIOS ALFARO)
Jorge Eduardo Rodríguez Rojo (Ingeniero Comercial. Gestor del proyecto La Zaragozana)
Depuradora de aguas residuales en el sector cervecero
Artículo técnico publicado en la revista FUTURENVIRO
Depuración en plantas de subproductos cárnicos
La mayor parte del agua que procede de las plantas de transformación, también llamadas plantas de subproductos cárnicos (harinas cárnicas) surgen de los condensados resultantes de la extracción de la harina y proteína, con un alto contenido en NTK. También tenemos otra corriente de agua derivada del proceso de limpiezas, que destacan por alto contenido en sólidos y grasas.
¿Qué empresas están incluidas en las plantas de subproductos cárnicos?
Incluimos en este sector, a las plantas de tratamiento de subproductos (categoría 1, 2 y 3, sandach) procedentes de mataderos (extensible a los subproductos de preparados de pescado).
En este tipo de industrias, es necesario distinguir entre pequeñas y grandes instalaciones, en función de la cantidad de subproductos tratados. Distinción obligada por el volumen de agua residual que generan, así como por el tipo de tratamiento que requieren los vertidos.
Depuración de aguas residuales en plantas de subproductos cárnicos
La generación de aguas residuales es el aspecto ambiental más significativo de la actividad de este sector, tanto por los elevados volúmenes generados, como por la elevada carga contaminante asociada a las mismas.
Las principales corrientes parciales que más contribuyen en volumen y/o carga contaminante al efluente final proceden de:
- Condensados. Principal corriente. La mayor parte del agua procede de los condensados resultantes de la extracción de la harina y proteína. Esta corriente se caracteriza por presentar un alto contenido en NTK y DQO, y como viene de un destilado, no se aprecian ni sólidos ni grasas.
- Limpieza de equipos e instalaciones. Aporta una parte importante del volumen del efluente final. Esta corriente destaca por el alto contenido en sólidos y grasas, además de una considerable carga de DQO y Nitrógeno.

Ejemplo de caracterización en plantas de subproductos cárnicos
Sistema de flotación por aire cavitado (CAF)
¿Tiene problemas con sólidos en suspensión, aceites, grasas y coloides del agua en tratamiento?
Si la respuesta es afirmativa, quizás, la línea de tratamiento de su depuradora requiera de un sistema de flotación por aire cavitado (CAF). Este sistema se basa en la inyección de microburbujas directamente al caudal del agua residual sin previa aportación de aire y proporciona, mediante su impulsor de diseño especial, un elevado volumen de burbujas de diferentes tamaños. El gran volumen de aire modificada las condiciones físicas de la masa de agua, facilitando que las burbujas arrastren eficientemente partículas de pequeño y gran tamaño.
El sistema de flotación por aire cavitado (CAF) es un complemento importante cuando hay gran cantidad de grasas para que éstas sean eliminadas antes del proceso de homogeneización, evitando la entrada de gran cantidad de grasas a los homogeneizadores y posterior tratamiento con un sistema de flotación por aire disuelto (DAF)
¿Qué se consigue con el uso de un sistema de flotación por aire cavitado?
- Reducir el mantenimiento.
- Reducir la entrada de grasas y sólidos al sistema desde la cabecera.
- Reducir el consumo de reactivos al eliminar parte de las grasas de manera forzada pero sólo con aire.
- Reducir la DQO disuelta que pueda ser trasmitida en los tanques de homogeneización al permanecer menor cantidad de grasas y sólidos dentro de estos tanques.
- Reducir los problemas de acumulación de grasas en los homogeneizadores y en el sistema posterior, evitando problemas de obstrucciones y de capas no deseadas que generan problemas de olores.
Sistema de flotación por aire cavitado (CAF)
Principales aplicaciones del sistema de flotación por aire cavitado (CAF) de AEMA.
Sistemas de aireación: parrillas de difusores extraibles vs elevables
Sistemas de aireación: parrillas de difusores extraibles vs elevables

Parrillas extraibles vs elevables
Teniendo en cuenta la importancia que tiene el sistema de aireación para el adecuado funcionamiento de las plantas de tratamiento de aguas residuales, exponemos una serie de ventajas y desventajas que nos ayuden a decidir entre dos tipos: las parrillas de difusores extraibles o las elevables.
PARRILLAS EXTRAIBLES |
PARRILLAS ELEVABLES |
||
VENTAJAS |
|
VENTAJAS |
INCONVENIENTES |
| Sistema robusto y fiable. | Sistema robusto y fiable. | Mayor coste de instalación. | |
| Larga duración (inox). | Larga duración (inox). | ||
| Difusores de burbuja fina. | Difusores de burbuja fina. | ||
| Difusores de membrana EPDM. | Difusores de membrana EPDM. | ||
INSTALACIÓN |
|||
PARRILLAS EXTRAIBLES |
PARRILLAS ELEVABLES |
||
| VENTAJAS | INCONVENIENTES | VENTAJAS | INCONVENIENTES |
| No necesidad de vaciado de tanque para su colocación, por llevar lastre de hormigón. | Limitación en longitud a 12 m. | Sistema de conexión rápida para acoplamiento perfecto de los difusores. | Necesita vaciado de tanque para su colocación. |
| Colocación rápida. | Colocación rápida. | Limitación en longitud a 8 m. | |
| Adaptables a cualquier tipo de tanque. | Adaptables a cualquier tipo de tanque. | ||
| Sistema de conexión rápida para acoplamiento perfecto de los difusores. | Sistema de conexión rápida paa acoplamiento perfecto de los difusores. | ||
MANTENIMIENTO |
|||
PARRILLAS EXTRAIBLES |
PARRILLAS ELEVABLES |
||
| VENTAJAS | INCONVENIENTES | VENTAJAS | INCONVENIENTES |
| Sin necesidad de vaciar el tanque. | Necesidad de espacio exterior para su limpieza. | Sin necesidad de vaciar el tanque. | |
| Sin necesidad de parar la planta. | Necesidad de grúa o polipasto para extracción. | Sin necesidad de parar la planta. | |
| Fácil mantenimiento «a mano» del operario. | Fácil mantenimiento «a mano» del operario. | ||
| Disminución de costes energéticos. | Polipasto sencillo incluido en instalación. | ||
| Disminución de costes energéticos. | |||
MEJORAS EN LIMPIEZA |
|||
PARRILLAS EXTRAIBLES – PARRILLAS ELEVABLES |
|||
| Ambos sistemas se pueden dotar de un sistema de dosificación de ácido fórmico para limpieza de difusores. Dicho sistema, se puede gestionar de forma manual o mediante un control de la presión que monitoriza el estado de la membrana y optimiza las operaciones de mantenimiento a realizar en el difusor. | |||
Ver vídeos de sistemas de aireación:
Parrillas de Aireación Extraíbles
Parrillas de Aireación Elevables
Si necesita ampliar información o solicitar presupuesto contacte con nosotros:
comercial@aemaservicios.com
Filtración de lavado en continuo
Filtración de lavado en continuo. Descubra la diferencia con respecto a los filtros de lavado convencionales.

Filtración de lavado en continuo de Grupo AEMA
¿Tiene dudas a la hora de tomar la decisión sobre qué filtro de arena instalar? Aquí le expondremos cuáles son las ventajas de la filtración de arena en continuo frente a los convencionales.
AEMA ha desarrollado un modelo propio de filtración en lecho fluidizado de arena con lavado en continuo, basándose en su amplia experiencia en el tratamiento de aguas, y apoyándose en su departamento de I+D+i, el cual ha contado a su vez con la colaboración de organismos como la Universidad de La Rioja, Grupo EDMANS y Grupo IDG. Todo el trabajo desarrollado por I+D+i de AEMA, ha contribuido a una optimización continua del filtro a lo largo de los últimos años, con pequeñas modificaciones que se han ido introduciendo. Estas modificaciones de diseño han sido primero analizadas mediante modelos matemáticos de simulación numérica de flujos, más concretamente con el software CFD (Computacional Fluid Dinamic) FUENT®. Posteriormente, han sido aplicadas a procesos reales, donde se han podido comprobar realmente las mejoras introducidas.
Ventajas de la filtración de lavado en continuo:
- La filtración convencional en superficie, funciona de forma discontinua, en ciclos; así cuando está colmatado, se debe regenerar mediante lavado. En el caso del filtro de lavado en continuo, el proceso de lavado es en contracorriente y en continuo, y no tienen lugar paradas para realizar lavados de arenas ya que, simultáneamente al proceso de filtración, la arena sucia se limpia en el lavador de arena y los sólidos en suspensión son eliminados con el agua de lavado. Por ello el filtro ofrece la máxima disponibilidad.
- Se prescinde de periodos de parada por el lavado puesto que este tiene lugar en paralelo con el proceso de filtrado, garantizando un servicio ininterrumpido.
- En un filtro de superficie, las aguas de entrada a filtración deben estar bastante limpias, ya que si no, se colmatan rápidamente los filtros. En un filtro de lavado en continuo, la arena se limpia continuamente, por lo que la capacidad de filtración no disminuye con el tiempo de funcionamiento del equipo. No se producen colmataciones puesto que el lecho filtrante es un lecho fluidificado.
- El filtro funciona de forma simple y fiable, sin necesidad de depósitos auxiliares, bombas, soplantes o válvulas automáticas para el proceso de lavado de arenas, que son imprescindibles en los sistemas tradicionales.
- El compresor de accionamiento del air-lift, es de funcionamiento seco, no necesita engrase.
- El equipo no tiene piezas móviles y el consumo energético es bajo, limitándose al consumo de aire exigido para operar el sistema de lavado de arena en continuo.
- La operación de lavado en continuo elimina la necesidad de almacenamiento del agua limpia o del agua de lavado consumida y de sistemas de control en el lavado a contracorriente.
- Al contrario que en los filtros convencionales, una vez que se estabiliza el caudal de lavado y el caudal másico de las arenas, la pérdida de carga es constante, y por tanto el caudal tratado no sufre modificaciones. En los filtros convencionales la pérdida de carga va aumentando hasta un punto crítico en el que es necesario realizar la operación de lavado de las arenas.
- Por ser las operaciones de mantenimiento sencillas y escasas, el personal necesario de mantenimiento es mucho menor que otro tipo de plantas convencionales.
- La existencia de flujos enfrentados, descendentes para la arena y ascendentes para el agua, propician una buena movilidad del lecho. Esto evita los problemas de compactación y colmatación de los filtros convencionales, que conllevaría una reducción de la capacidad de filtración, debido al descenso de la velocidad de paso del agua a través del lecho de arena.
- En todo momento se garantiza la obtención de un efluente tratado en el volumen y calidad exigidos.
- Un buen acabado y alta calidad de los materiales y el hecho de que el filtro está construido en acero inoxidable, da garantía de una larga vida y un mantenimiento del equipo en perfectas condiciones. sin necesidad de integración paisajística de cara a las visitas enológicas cada vez más en auge.
- Se pueden construir en PRFV u hormigón.
AEMA cuenta con una gran cantidad de referencias en potabilizadoras que incluyen sistemas de filtración en lecho de arena con lavado continuo.
AEMA ha desarrollado, ejecutado e instalado satisfactoriamente sus propios filtros de lavado continuo, fabricados íntegramente en acero inoxidable AISI304, o bien AISI316, según los requerimientos del cliente.
• ETAP Viscofán (Uruguay)
• ETAP Valle de Ocón (La Rioja)
• ETAP Urbanización Nalda GSI (La Rioja)
• ETAP de Calahorra (La Rioja)
• ETAP complejo turístico al oeste de Tenerife
• ETAP Alcanadre (La Rioja)
• ETAP varios municipios turolenses de Utrillas, Martín del Río, Escucha y Montalbán.
• Tratamiento terciario EDAR La Víbora (Málaga).
• Pretratamiento en Central Nuclear de Trillo.
• Etc.
Si necesita valoración o información, no dude en contactar con nosotros a través de comercial@aemaservicios.com
Problemas de depuración en el sector conservas
Cómo solucionar los problemas de depuración en el sector de conservas
En este post trataremos los principales problemas de depuración en el sector conservas. Este sector se caracteriza por tener un vertido con un alto contenido en almidón (patata, guisante, maíz, legumbre,…) La mayor parte del agua que se utiliza en el sector acaba finalmente como corriente de agua residual. Toda el agua captada, será vertida, excepto la que sea necesaria en algún caso como agua de condimento.

Cómo solucionar los problemas de depuración surgidos en el sector conservas con alto contenido en almidón
Incluimos en este sector a las fábricas de procesado de patatas, guisantes, maíz, legumbres, etc., tanto para congelado, como para envasado, incluso precocinados, como pueden ser la fabricación de tortillas de patatas y cocción de legumbres.
Se ha distinguido este tipo de industria basada en la elaboración de los productos anteriores, por el alto contenido en almidones, cuya degradación es muy rápida e influye en el diseño de los tratamientos de sus vertidos, así como en las operaciones de mantenimiento.
Aguas Residuales, problemas de depuración en el sector conservas
La generación de aguas residuales es el aspecto ambiental más significativo de la actividad de las empresas del sector conservero, tanto por los elevados volúmenes generados como por la carga contaminante asociada a las mismas.
Las principales corrientes parciales que más contribuyen en volumen y/o carga contaminante al efluente final proceden de:
- Limpieza de equipos, instalaciones, CIP de limpieza de líneas, escaldado de producto, limpieza del propio producto. Aporta una parte importante del volumen del efluente final.
En cuanto a la carga contaminante proviene de restos de conserva de los procesos de limpieza o cocción del producto, materia prima.
- Limpieza de camiones de transporte de materia prima.
Las cargas contaminantes pueden variar de una instalación a otra y en ciertos casos presentar valores bastante diferentes a los anteriores. Las causas de la variabilidad en las características de estos efluentes son múltiples, destacando:
- El grado de optimización del consumo de agua.
- Los procedimientos de limpieza y productos químicos utilizados, CIP de limpieza.
- La tecnología utilizada en las operaciones consumidoras de agua, básicamente.
- Limpieza de la materia prima y cocción.
El elevado consumo de agua se debe principalmente a la necesidad de mantener unos exigentes estándares higiénicos y sanitarios, además de la cocción del producto. Esta agua suelen tener la particularidad de presentar un alto contenido de carga contaminante en forma de DQO y DBO5, como consecuencia de la presencia almidones disueltos con una biodegradabilidad muy alta. La instalación típica de tratamiento de estos efluentes, suele estar compuesta por los siguientes puntos:
- Desbaste
- Homogeneizador
- Tratamiento Biológico
- Decantadores o membranas (MBR)
- Secado de fangos
Posibles problemas de depuración en el sector conservas y sus causas

Vista general depuradora sector conservas
1. Problema de olores y de pH en los homogeneizadores, debido a la presencia de almidones, cuya degradación es muy rápida.
Causas
- Falta o insuficiencia de aireación.
- Excesivo tiempo de permanencia del agua en estos depósitos, produciendo olores y descensos de pH.
- Excesivo consumo de sosa, porque el pH desciende muy rápidamente, produciendo olores picantes.
Objetivo
Reducir los olores y el consumo de sosa, minimizando los procesos de fermentación.
2. Incumplimiento en los parámetros de vertido, causados por problemas de decantación o rendimiento del sistema, provocados por una deficiente compensación de nutrientes o materia orgánica en el biológico, lo que además ocasiona un excesivo consumo de energía.
Causas
- Exceso de carga de entrada según diseño, que provocan una demanda de oxígeno muy elevada.
- Control de dosificación de nutrientes incorrecto, provocando mala estructura flocular o no alcanzar los parámetros de vertido deseados.
- Tiempos de retención hidráulica inadecuados o recirculaciones de fango no controladas.
- Falta de aporte de oxígeno en unos momentos puntuales. Muy crítico en este tipo de vertidos, pero eso es fundamental diseñar con coeficientes de seguridad.
- Gestión del fango inadecuada: edad del fango, carga másica, concentraciones de fango, % de volátiles, etc.
Objetivo
Estabilización de las condiciones de trabajo del reactor biológico, de tal manera que nos permitan, maximizar la capacidad de tratamiento, y minimizar los costes energéticos.
3. Exceso de consumo de agua en el propio proceso de producción, por una aplicación de buenas prácticas no adecuada. (MTDs). Es sencillo comprobar el grado de implicación en este sentido, dado que tenemos un número importante de referencias las cuales nos permiten establecer caudales y cargas en función de la elaboración que se produce en los procesos de fabricación.
Causas
- Mala gestión del agua por cultura y comodidad.
- No contar con los elementos adecuados de inyección y recogida.
- Inadecuados dispositivos de limpieza o bajo índice de recirculaciones. Implicación directa sobre el coste de consumo y vertido del agua.
- No utilización de recuperaciones de agua e incluso reutilizaciones.
4. Bajo rendimiento en la deshidratación de los lodos, por una incorrecta gestión de los fangos, deficiencias en las cantidades y calidades del polielectrolito y, por inestabilidad del fango en el biológico.
Causas
- Edad del fango muy baja ocasionada por excesiva purga de fango, lo que puede estar provocando inestabilidad en el fango, provocando reducción de rendimientos o mala decantación en el tratamiento, y en el secado, mala deshidratación.
- Composición volátil del fango.
- En el mercado existen un número elevado de clases de polielectrolíto, aniónicos, catiónicos, reticulados, de mayor o menor capacidad iónica, etc. Es cuestión de encontrar el más apropiado para la aplicación.
- Falta de homogeneización en los lodos a tratar, fangos digeridos, etc. Todos ellos tienen una capacidad diferente para ser deshidratados distinta y no tienen por qué coincidir con instalaciones similares.
- En el caso de centrífugas, posibles desajustes en los parámetros electromecánicos de la instalación.
Objetivo
Reducir la producción de fangos a gestionar y en consecuencia los costes asociados a la instalación de secado, tanto de energía, como de personal, productos, etc. Buscar alternativas de valorización de estos subproductos que nos permitan reducir los costes de gestión.
5.Consumo de energía elevado, incrementando considerablemente los costes como consecuencia de no realizar una buena gestión de la planta incluso de la propia energía. una incorrecta gestión de los fangos, deficiencias en las cantidades y calidades del polielectrolito y, por inestabilidad del fango en el biológico.
Causas
- Biológico no equilibrado, con alteraciones, como son el bulking filamentoso o viscoso. Este último afecta de manera considerable a la trasferencia de oxígeno.
- Concentraciones de fango o edad del fango, hay que verificar el diseño de la instalación e identificar las posibilidades de trabajo que nos da.
- Aporte de nutrientes no eficiente. Falta de tiempos de retención, agitación, recirculaciones, carga de entrada, etc.
- No tener programas de gestión de energía que hagan que la planta trabaje en función de las tarifas eléctricas aplicadas. Este punto puede suponer ahorros hasta del 40 % en la factura de la luz.
- Línea de aire con deficiencias por diseño o por el mantenimiento de la misma.
¿Qué podemos hacer?
Implantar un modelo de diagnóstico técnico- económico de la instalación qué permita conocer los puntos críticos de esta, los cuellos de botella que tenemos y si la planta está trabajando de manera óptima para lo que fue diseñada.
A partir de este modelo se ofrece un plan de evaluación qué explica las acciones necesarias para conseguir qué la planta llegue a los niveles operativos qué ofrezcan beneficios como:
- Auditar el proyecto y el funcionamiento de la instalación con el fin de verificar rendimientos y posibles puntos a mejorar.
- Estabilidad de procesos. Procesos más fiables y seguros. Mejorar rendimientos.
- Reducción de los consumos de reactivos o conseguir mejores rendimientos de la instalación.
- Reducción en el coste de la energía por €/m3.
- Optimización de los procesos de tratamientos de fangos y en consecuencia, reducción de costes asociados.
- Establecer controles coherentes a la instalación existente. Muchas veces se hacen controles que no aportan nada y otros que se requieren no se hacen. En consecuencia reducción de gasto innecesario y mejor control.
- Evitar usos de agua irracionales y establecer un catecismo de buenas prácticas.
¿Por qué?
En el Grupo AEMA tenemos amplia experiencia avalada por nuestros clientes en el sector, que nos permite obtener información muy valiosa y que ponemos a su servicio con el fin de mejorar sus procesos y costes ligados al tratamiento de aguas, contribuyendo así, a que sus productos se saquen al mercado a un coste menor de producción y sean más competitivos. No debemos olvidar que el coste de tratamiento de aguas es un coste directo de los procesos de producción y por tanto del precio del producto que saldrá al mercado. El departamento de IDi del Grupo AEMA trabaja paralelamente, con el departamento de explotación y mantenimiento, desarrollando e innovando, técnicas de control que nos ayudan a definir los puntos de trabajo de las instalaciones, consiguiendo resultados excelentes e impensables en un primer inicio. Este último punto supone un feedback de información para nuestro departamento de ingeniería, que hace que cada día los diseños sean una evolución del anterior, permitiendo reducir costes de implantación, y lo que es más importante, ganar en seguridad y reducir los costes de operación.
¿Quiere resolver alguno de estos problemas con su EDAR? Puede contactar con nuestros asesores técnicos para que le ayuden a solucionarlo: comercial@aemaservicios.com
Mantenimiento de las depuradoras de aguas industriales

En este post trataremos la importancia del correcto mantenimiento de las depuradoras de aguas industriales.
El adecuado mantenimiento de las depuradoras de aguas industriales, comporta la previa y correcta implementación de las acciones necesarias para garantizar la máxima disponibilidad de los equipos, el mínimo consumo energético y la mayor vida útil de estos. Es importante conocer las condiciones necesarias que deben cumplirse para el adecuado funcionamiento de los equipos, así como las diferentes técnicas de mantenimiento de las depuradoras asociadas a cada uno de ellos.
El técnico de mantenimiento de depuradoras de aguas industriales, debe tener un conocimiento global sobre las instalaciones y disponer de las técnicas para la prevención y la resolución rápida y eficaz de las averías.
No realizar las adecuadas labores de mantenimiento en una depuradora, se traduce en averías imprevistas en momentos inoportunos y que, con frecuencia, llevan asociados otros tipos de costes de personal, consumo de productos químicos, medioambientales, etc.
Recomendamos, a la hora de contabilizar cuáles han sido los costes cuando se produce una avería en la EDAR, se incluyan, además de los relacionados directamente con la reparación, los costes incurridos por pérdidas por falta de disponibilidad del equipo y los daños medioambientales incurridos.
En el caso de las depuradoras de aguas residuales industriales, empresas como AEMA, especialistas en mantenimiento de depuradoras de aguas industriales, saben cuál es el promedio en el que se mueven esos costes, para asegurar que la vida útil de los equipos de la EDAR trabajen con la máxima eficacia y mantenibilidad posible.
Es común ver que las presiones en los presupuestos hacen que, en numerosas ocasiones, las partidas de dinero que se dedican al mantenimiento no cubran los mínimos deseados. Al final de todo, la percepción es que la depuradora no aporta valor al producto final, ni ayudará a crear más ingresos para la empresa. Se tiende a pensar que representa un coste, pero éste es necesario ya que sin depuradora muchas fábricas no tendrían permiso para continuar con su actividad.
Qué sucede con las empresas que no cuentan con el adecuado mantenimiento de las estaciones depuradoras de aguas industriales:
- Instalaciones deterioradas.
- Acortamiento de la vida útil de los equipos.
- Incremento en los consumos energéticos por ineficiencias.
- Daños al medio ambiente por vertidos de aguas depuradas deficientemente.
- Incremento en los riesgos de multas por no cumplir con los parámetros de vertido.
El coste de explotación y mantenimiento de las depuradoras de aguas industriales suelen variar en función del tamaño de la instalación y de la tecnología utilizada.

Operaciones de mantenimiento en una depuradora
Las empresas que apuestan por la explotación y mantenimiento de sus depuradoras de aguas industriales lo ven como una inversión y evidencian una dedicación de recursos económicos que se traducen en ventajas como: Reducción de costes, aumento de la vida útil de los equipos, incremento de la disponibilidad y la reducción de riesgos de verter fuera de los parámetros establecidos.
La gestión de la explotación y mantenimiento de las depuradoras de aguas industriales, debe disponer de herramientas de control adecuadas para poder realizar una evaluación periódica, deseable cada año, sobre la sostenibilidad económica de la misma. Se recomienda que esta evaluación sea realizada por empresas con experiencia en el servicio integral (explotación y mantenimiento) de las instalaciones de potabilización (ETAP), depuración (EDAR) y reutilización de aguas (ERAR), tanto industriales como urbanas.
AEMA se encarga de controlar y asesorar en la gestión adecuada de las plantas, con un servicio altamente cualificado y especializado. El objetivo es garantizar una mayor vida útil de las instalaciones, evitando paradas innecesarias, posibles averías en los sistemas,…
Una correcta operación implica:
- Conocer la instalación y el proceso.
- Conocer las características del agua en cada etapa del proceso.
- Conocer los parámetros que definen dichas etapas.
- Modificar los parámetros para obtener mejor calidad del agua tratada.
- Realización de diferentes funciones: mantenimiento hidráulico, mecánico, eléctrico,…
- Realizar determinación analítica de parámetros indicativos del funcionamiento de la planta.
- Puesta en marcha y operaciones previas a la puesta en marcha.
Si necesita asesoramiento sobre cómo gestionar su depuradora, contacte con nuestros técnicos comercial@aemaservicios.com