




Tag Archives: Aguas residuales industriales
Depuradora de aguas residuales en el sector cervecero
Depuradora de aguas residuales en el sector cervecero: mediante tecnología anaerobia (UASB) + MBR
“Con el binomio UASB+MBR, AEMA garantiza para esta planta, menores costes de inversión, operación (CAPEX y OPEX) y una instalación compacta y ampliable.”
Aema, empresa española dedicada al tratamiento de aguas y depuración de vertidos industriales, apuesta de manera estratégica por nuevos diseños, persiguiendo la óptima gestión de la hidroeficiencia energética, la reutilización y la mejora medioambiental. Para ello, ejecuta instalaciones que incluyen nuevas tecnologías, en colaboración y alianzas con grandes empresas multinacionales, y con la confianza de los clientes y grupos empresariales usuarios finales de estas plantas de tratamiento.

EDARi La Zaragozana
Las industrias del sector de alimentación y bebidas generan aguas con alta concentración de materia orgánica compleja y de difícil degradación, como aceites y grasas. En la actualidad, estas aguas se tratan mediante procesos convencionales que requieren de un elevado consumo energético y producen una gran cantidad de fangos, y se desaprovecha su potencial de producción de biogás.
El Área de Ingeniería de AEMA continúa ampliando su cartera de referencias de depuración de aguas residuales en el sector cervecero. En este caso, el proyecto desarrollado se refiere a la la depuradora de aguas residuales de la fábrica de cerveza española con sede en Zaragoza, La Zaragozana, conocida comercialmente como Cervezas Ámbar.

Esquema general de la planta
1.Introducción
Con esta actuación, La Zaragozana, demuestra su compromiso con el medio ambiente, promoviendo y emprendiendo diferentes actuaciones que permiten el desarrollo y crecimiento de la compañía de manera sostenible. En el diseño de esta planta, Aema ha incorporado soluciones que garantizan menores costes de inversión y mantenimiento, así como la consecución de una instalación compacta y ampliable, según necesidades.
El comportamiento sostenible y socialmente responsable de la industria, mejora su posicionamiento, ayuda a reducir costes, atrae inversión y minimiza riesgos.
2.Tecnología Anaerobia (UASB) + MBR
El acuerdo contraído con La Zaragozana, incluye diseño, construcción, puesta en marcha, operación y mantenimiento durante varios años. Esta depuradora ha sido el fruto de meses de intenso trabajo para Aema, analizando las demandas del cliente y su objetivo de contar con una depuradora moderna, flexible y con exigentes garantías de vertido. Tras la exploración de diversos escenarios y tecnologías disponibles, se ha optado por la combinación de dos tecnologías con el binomio UASB+MBR: reactor anaerobio tipo UASB (Upflow Anaerobic Sludge Blanket), combinado con un reactor aerobio con tecnología MBR (reactor biológico de membranas).
Ambas tecnologías complementarias, permiten la eliminación de la demanda química de oxígeno (DQO) disuelta en los reactores biológicos y de la materia particulada en suspensión (SPM) rechazada por la membrana, dando lugar a un efluente de calidad incluso superior a la exigida por la legislación vigente para vertidos de aguas al río.
3.EDARi La Zaragozana
La EDARi, con una capacidad de tratamiento proyectada de 3.300 m3/d, integra las tecnologías anaerobia UASB y aerobia biorreactor de membrana (MBR) para la depuración biológica del vertido industrial de la cervecera.
Para este proyecto en concreto, las principales premisas que se han tenido en cuenta a la hora de diseñar la solución final han sido las siguientes:
- Reducción de la máxima DQO con el mínimo coste energético.
- Optima y mayor generación de biogás.
- Aprovechamiento del espacio disponible, con un diseño que optimiza la superficie de suelo industrial.
- Mínimo coste de canon de vertido.
- Pay back de la inversión.
Todas estas premisas han sido determinantes para seleccionar un diseño basado en el proceso anaerobio UASB+MBR como la solución más adecuada para tratar este tipo de vertido.
4.Diseñar, sin perder de vista el futuro
Un buen diseño, lo hace todo más fácil. El éxito de una instalación depuradora de aguas residuales (EDAR), depende de su capacidad de operar asegurando de manera sostenida, el cumplimiento de los parámetros de vertido, en relación a la carga contaminante influente.
¿Cómo se consigue esta situación de fiabilidad y con costes de operación asumibles?
La versatilidad del diseño permitirá futuras optimizaciones con el objetivo de reutilizar el agua depurada – agua regenerada – en los procesos internos de fábrica y que la planta de Zaragoza, se anticipe una vez más a nuevas exigencias de acuerdo con los estándares medioambientales de la compañía. Las posibilidades de reuso del agua depurada mediante tecnología de membrana (ej. Ósmosis Inversa) y desinfección (ej. Ultravioleta) buscarán mejorar a futuro el ratio de utilización de agua en la industria cervecera.
5.Ventajas tecnológicas

Esquema de un reactor BIOTIM® UASB
Esta nueva depuradora en el sector cervecero, confirma las ventajas intrínsecas de la tecnología anaerobia (UASB) que la hacen económica y tecnológicamente muy ventajosa frente a otras tecnologías de depuración.
En los tratamientos anaerobios no se requiere oxígeno (ahorro energético), se genera menor cantidad de lodo (residuos sólidos) y se produce un subproducto con alto valor agregado como es el biogás, susceptible de ser aprovechado.
- Bajo consumo energético y simplicidad del funcionamiento.
- Baja producción de fangos.
- Los lodos se conservan (sin alimentación) por largos periodos de tiempo.
- Bajos requerimientos nutricionales.
- Reducida superficie de implantación.
- Bajo consumo de productos químicos.
- Reducción de costes de tratamiento.
- Generación de biogás, que puede ser aprovechado como fuente de energía renovable.
- Posible valorización de la biomasa en el mercado.
- Diseño robusto, alto volumen de biomasa activa, resistencia a las perturbaciones de carga y temperatura con la más alta tasa de eliminación de DQO.
Para cerrar el círculo, aprovechando el contenido energético del biogás producido, la instalación se completa con la instalación de una estación de intercambio de calor en fases: precalentamiento del vertido con efluente depurado y calentamiento posterior con ayuda de una caldera de agua caliente.
Para la combustión del biogás y dando cumplimiento a la normativa vigente (RD 1042/2017) procedemos a la “desulfuración” del gas mediante un bioscrubber: un equipo que evita el consumo de producto químico empleando el fango activo del reactor aerobio como medio lavador de sulfuros.


En cuanto a la tecnología MBR, Aema es la firma española y primera en Europa en instalar y poner en marcha la nueva configuración de membranas de fibra hueca, ofreciendo lo más novedoso y viable, técnica y económicamente a la industria alimentaria, con más de 60 instalaciones en operación en todos los sectores. En este caso, esta tecnología, puede utilizarse como un proceso independiente o para “pulir” los vertidos pre tratados anaeróbicamente a una calidad adecuada e inigualable para su reutilización, cumpliendo además con los más estrictos límites de descarga en términos de MO, SS y nutrientes (N,P).

Instalacion MBR
Entre sus ventajas se encuentran:
- Fácil operación y mantenimiento
- Rápida implantación e integración con sistemas existentes
- Reduce o elimina la desinfección
- Baja presión transmembrana (TMP) de operación
- Cumple con los límites más estrictos para materia orgánica, SS y nutrientes
- La vida de servicio útil de la membrana puede ser mayor a 10 años
- Ultra compacto, bajo espacio de implantación
- Reduce producción de lodos y costo asociado de deshidratación más gestión
- Eliminación de los problemas inherentes a la decantación del fango
- Efluente de altísima calidad, apto para reutilización
Una ventaja importante del proceso de bioreactor de membrana, es que los sólidos del fango y biomasa, son totalmente retenidos en el bioreactor. Esto significa que el tiempo de retención de sólidos (SRT) en el bioreactor, se puede controlar completamente por separado del tiempo de retención hidráulico (TRH). Esto es diferente del proceso CAS o fango activado convencional, donde los “flóculos” que componen la biomasa, tienen que crecer en tamaño hasta el punto donde puedan sedimentar en el clarificador secundario. En un CAS, el TRH y SRT van acoplados, ya que el tamaño del flóculo y su sedimentabilidad está ligada al TRH.
Por último, el tiempo de retención de sólidos (SRT) tiende a proporcionar un mejor biotratamiento total. Esta condición favorece el desarrollo de los microorganismos de crecimiento más lento, específicamente nitrificantes. Los MBRs entonces son especialmente eficaces en la eliminación de N (nitrificación).
6.Resumen
Después de más de 15 años de operación con la tecnología MBR, AEMA ha sido capaz de innovar en la aplicación de esta tecnología en el sector industrial alimentario, mejorando los sistemas de control y autogestión, optimizando las estrategias de operación, adaptando los protocolos para traducirlos en un funcionamiento estable a lo largo del tiempo y con los más bajos costes de mantenimiento. Funcionan actualmente plantas instaladas y mantenidas por AEMA con esta tecnología, que operan en la actualidad con aquellas membranas originales de hace más de 15 años.
La fórmula y garantía de éxito de AEMA a lo largo del tiempo, descansa en haber dado forma y comprendido la ecuación y sinergia entre:
Estrategias de Control + Hidráulica + Proceso Biológico = AemaMBR
Para entender este concepto es importante darse cuenta de que TODAS las membranas sumergidas tienen un biofilm que debe gestionarse con el conocimiento que brinda la experiencia. Proactividad trabajando al servicio del cliente desde nuestros departamentos de E&M (Explotación y Mantenimiento), laboratorio de bioindicación y análisis, ingeniería de diseño, I+D.
La experiencia de AEMA en vertidos industriales, unida en esta planta depuradora a Waterleau (multinacional especialista en tecnología anaerobia), como socio tecnológico, prevé garantizar el resultado óptimo de este proyecto, tanto desde el punto de vista del sistema de depuración propuesto, como desde el punto de vista de la eficiencia energética, el aprovechamiento del exceso del biogás (calor) generado para la producción de fábrica y el calentamiento del vertido de la depuradora.
Luis Carlos Martínez Fraile (Director Técnico en Grupo AEMA)
Alicia Torres Fraile (Directora de I+D+i del Grupo AEMA y Directora Técnica en LABORATORIOS ALFARO)
Jorge Eduardo Rodríguez Rojo (Ingeniero Comercial. Gestor del proyecto La Zaragozana)
Depuradora de aguas residuales en el sector cervecero
Artículo técnico publicado en la revista FUTURENVIRO
35 acciones para minimizar el canon a pagar de tu depuradora de aguas residuales industriales
Depuradora de aguas residuales industriales
Los vertidos al dominio público hidráulico estarán gravados con una tasa destinada al estudio, control, protección y mejora del medio receptor de cada cuenca hidrográfica, que se denomina en general como canon de control de vertidos.

Depuradora de aguas residuales industriales
El vertido de aguas y productos residuales susceptibles de contaminar las aguas, requiere en España de una autorización administrativa. Por tanto, toda actividad susceptible de provocar la contaminación o degradación del dominio público hidráulico y, en particular, el vertido de aguas y de productos residuales susceptibles de contaminar las aguas continentales, requiere autorización administrativa.
El vertido de aguas residuales al dominio público hidráulico exige el cumplimiento de los límites cuantitativos y cualitativos concretados, para cada caso, en la autorización de vertido otorgada por la Confederación Hidrográfica correspondiente. De esta forma, solo los vertidos que respeten los límites de autorización tendrán la consideración de legales.
La realización de vertidos al dominio público hidráulico va unida al pago de un canon de control de vertido destinado a la protección y mejora del medio receptor de las cuencas hidrográficas. Su cuantía se determinará en función de:
- El volumen vertido.
- La carga o fuerza contaminante que tengan las aguas residuales.
- La idoneidad de las instalaciones de tratamiento y la sensibilidad del medio receptor.
Para disminuir el canon de vertido debemos trabajar en dos vías:
1) Disminuir los volúmenes de aguas residuales que estamos vertiendo. Tengamos presente la idea que a menor cantidad de agua usada menor es la generación de aguas residuales.
2) Disminuir la carga contaminante de las aguas residuales.
Aquí tienes 35 acciones que puedes realizar para trabajar en estos dos puntos:
- Diseñar campañas de información y formación entre los empleados para el ahorro de agua durante el proceso productivo.
- Inspeccionar los sistemas de fontanería para detectar posibles fugas.
- Instalar sistemas que permitan el ahorro de agua en las diversas instalaciones de la empresa (planta de producción, zonas de aseo de trabajadores, zonas de uso público). Algunos ejemplos de estos sistemas de ahorro son: reguladores de presión, mecanismos para grifería, grifería monomando, grifería temporizada o de cierre automático, grifería electrónica, limitadores de caudal, etc.
- Cisternas de los inodoros y urinarios: Descarga por gravedad (Interrupción de descarga, doble pulsador,…), descarga presurizada, etc.
- Instalar equipos de lavado de envases, pieza, etc. en contracorriente, esto permitirá el ahorra de agua en este proceso.
- Realizar el tratamiento de las aguas en función de su utilización en el proceso de producción.
- Analizar con regularidad las aguas para conocer en todo momento el pH y su composición.
- Crear diferentes redes de agua: una red de agua industrial o de servicios, otra de refrigeración, otra de agua tratada, agua de calderas, etc. Para cada una de estas aguas debe definirse su uso y formas de utilización.
- Reducir la cantidad de agua utilizada en el transporte de las materias primas o productos elaborados, sustituyéndola por medios mecánicos.
- Utilizar métodos de limpieza en seco para las materias primas, como la vibración o aire comprimido en el caso de las frutas y verduras (Ejemplo: emplear en el lavado de las aceitunas, vibradores que permitan eliminar las hojas, tierra, etc que lo acompañan).
- En la limpieza de almacenes utilizar barredoras mecánicas en vez de agua a presión.
- Depurar y filtrar las aguas utilizadas en el proceso productivo antes de verterlas.
- Mecanizar los sistemas de limpieza de frutas y verduras y, si es posible, recuperar el agua mediante circuito cerrados con depuración.
- Reutilizar el agua depurada, siempre que los protocolos de higiene lo permitan, en otros usos dentro de la empresa como limpieza de las instalaciones, instalando para ello circuitos cerrados de depuración.
- Reutilizar el agua para el enfriamiento de de los envases, con posterioridad a la esterilización, en las torres de refrigeración.
- Revisar las instalaciones de forma periódica con el objeto de evitar las fugas de agua.
- Realizar el análisis de los procedimientos operacionales y de mantenimiento para poder detectar los puntos críticos, realizando cambios en los procesos productivos y en las materias primas utilizada si ello fuera necesario.
- Programar adecuadamente la producción para reducir la limpieza de los equipos empleados.
- Analizar los riesgos medioambientales del proceso productivo. Se trata de una buena forma de evitar posibles daños producidos por accidentes como los derrames.
- Situar de forma visible en las instalaciones o tener a disposición de los trabajadores información actualizada sobre los métodos y sustancias que sean respetuosas con el medio ambiente y minimicen la generación de residuos.
- Posibilitar la puesta en práctica de mecanismos que aseguren una correcta limpieza de las instalaciones y una menor agresión sobre el medio ambiente.
- Mejorar los procedimientos y mecanismos de limpieza para minimizar los residuos.
- Los productos de limpieza a utilizar deben ser poco contaminantes y respetuosos con el medio ambiente, debiendo estar de acuerdo con las disposiciones normativas vigentes.
- Leer las etiquetas de los productos de limpieza para realizar correctamente su manipulación y conocer su contenido, así como los riesgos tóxicos que se deriven de los mismos.
- Tener siempre a la disposición del responsable medioambiental las fichas técnicas de los productos de limpieza empleados.
- Adquirir los productos con bajos riesgos para la salud, en los que el coste o tratamiento de los residuos sea bajo o nulo.
- Utilizar para las labores de limpieza aguas blandas o tratadas para ablandarlas.
- Elegir siempre que se pueda productos con etiquetas ecológicas.
- Introducir variaciones en las materias primas utilizadas y en las diversas fases del proceso de manera que se reduzcan los vertidos.
- Emplear equipos eficientes en la producción de vertidos.
- Utilizar balsas de evaporación natural cuando los costes lo justifiquen.
- Utilizar plantas de tratamiento de vertido cero. Éstas tienen como objetivo principal la recirculación del agua depurada en los procesos productivos con el fin de no verter y no consumir.
- Utilizar equipos de cristalización y evaporación al vacío para vertido cero en los casos que sean necesario.
- Depurar las aguas residuales antes de verterlas mediante alguna de las técnicas de depuración tanto convencionales como con sistemas avanzados.
- Utilizar células fotoeléctricas para el lavado de productos en continuo.

Depuradora de aguas residuales industriales
Decantador lamelar: Principales Problemas y cómo solucionarlos
Decantador lamelar
En todo proceso de depuración la decantación es una actividad necesaria para eliminar los sólidos sedimentables. la mayor parte de las sustancias en suspensión en las aguas residuales industriales no pueden retenerse con otros equipos de pretratamiento como rejillas, desarenadores, separadores de grasas, ni equipos de flotación, por su densidad y tamaño.
La función del Decantador Lamelar es poder separar los elementos semipesados y pesados en suspensión, que llevan las aguas residuales indutriales y que perjudican el tratamiento posterior, generando depósitos en las conducciones hidráulicas, tuberías y canales, así como abrasión en rodetes de bombas y otros equipos.
El Decantador Lamelar debe ser diseñado para la separación eficiente de sedimentos del agua en continuo, y deben tener dos propósitos fundamentales:
1) Aumentar la superficie de decantación.
2) Obtener un flujo laminar.

Decantador lamelar
La idea de utilizar un Decantador Lamelar se basa en el hecho de que la carga superficial (m³/m²/día) de un decantador en caída libre no depende de su altura. Con esta idea es posible ampliar la capacidad de un decantador dividiendo su altura en “n” decantadores, o bien utilizando placas con cierta inclinación.
Antes de revisar los principales problemas que pueden surgir con un Decantador Lamelar, veamos un poco su funcionamiento:
El caudal de entrada es canalizado a través de una tubería hasta la cámara de decantación, dónde se encuentra la distribución de lamelas que permiten aumentar la superficie efectiva de decantación. Con el paso del fluido entre las lamelas se produce la separación de los sólidos en suspención que resbalan por la pendiente de las lamelas hacia el fondo del decantador mientras que el agua limpia sigue una trayectoria ascendente hacia la superficie superior del decantador.
El sistema lamelar permite que la distancia que una partícula tiene que recorrer hasta que decanta sea menor que en un decantador convencional aumentando la capacidad de clarificación. El agua limpia ya clarificada en la parte superior del Decantador Lamelar cae a un recogedor vertedero situado a lo largo de la cámara de decantación y de éste a la cámara de salida, de donde se evacua mediante tubería.
El problema principal en un Decantador Lamelar es la obturación de las lamelas. En las paredes de éstas puede producirse la adherencia de algas, lodos, etc., la verdad es que son muy comunes, a veces debido a varios motivos:
– Altas concentraciones de sólidos en suspensión.
– Reactivos químicos como floculantes, coagulantes…
– Vertidos incontrolados (hidrocarburos, grasas…)
– No haber definido correctamente el tamaño del lamelar en función del tipo de agua a tratar.
– Canales preferenciales en los lamelares.
– Mal dimensionamiento del decantador.
– Incorrecto mantenimiento del lamelar.
Una forma de mejorar el rendimiento de un Decantador Lamelar y permitir una mayor longevidad de la instalación es realizar un procedimiento de limpieza durante las paradas técnicas.
- Con el decantador lleno de agua, se empieza a tratar la superficie del lamelar con agua a presión, se recomienda una presión no superior a los 6/8 bares, se deben ir lavando los módulos de forma continuada por lo que se recomienda usar más de 1 operario para la actuación.
- A medida se va tratando toda la superficie del lamelar con el agua a presión, se debe bajar lentamente el nivel de agua en el sedimentador, sobre todo mientras ese descenso incide en la longitud/altura de los módulos, incluso proceder al cierre de válvulas (por cortos espacios de tiempo) para poder asegurar la homogeneidad del lavado, diluyendo la materia orgánica depositada/adherida en las paredes de los tubos, evitando que las misma se reseque y pueda reducir capacidad de deslizamiento de las partículas, minimizando de esta forma la efectividad del proceso e inclusive la vida útil de las lamelas.
- A medida se vaya vaciando el Decantador Lamelar y siempre manteniendo el agua a presión desde la superficie, es muy importante tener el rascador o el sistema de extracción de lodos en marcha, ya que la cantidad de lodos recogida tiende a ser elevada. ten en cuenta que una correcta recogida del lodo asegura un mayor rendimiento del las lamelas.
- Una vez vaciado el decantador se puede proceder a la inspección interna de los equipos, para acceder al interior del decantador se procede a retirar uno de los paquetes lamelares para permitir la colocación de una escalera o un elemento apropiado para permitir el descenso. Entre las partes a revisar del Decantador Lamelar están:
- Revisión de la estructura soporte, determinar si hay corrosión o degradación en caso de que sea en hierro.
- Revisar que los lamelares apoyen correctamente sobre la estructura soporte.
- Determinar si hay zonas del lamelar que todavía están obturadas de lodo, en ese caso es importante averiguar el motivo, pues puede que se formen canales preferenciales lo que disminuye la eficiencia del lamelar.
Revisión del rascador de fondos, estado del mismo, desgaste de ruedas o patines, estado del hormigón…definir si se necesitan recambios.
Aguas industriales EDAR la Rioja
Aguas residuales en mataderos de pollos: Optimización del desangrado y la recogida de la sangre en un matadero de Pollos
Aguas Residuales en Mataderos de Aves

Aguas residuales en mataderos de pollos
El desangrado es una operación clave desde el punto de vista ambiental de las Aguas Residuales en Mataderos de Pollos, ya que la sangre tiene una carga orgánica muy elevada, y su incorporación a las aguas residuales produce un aumento muy significativo de la carga contaminante. La sangre tiene una elevada DQO (375.000 mgO2/l) por lo que cualquier reducción de la cantidad de sangre que acaba yendo a las aguas residuales se considera una opción de minimización de la carga contaminante muy adecuada. Según algunos datos, el total de sangre por animal puede suponer un 3,6% del total del peso del animal en el caso de las aves.
Para evitar el paso de la sangre a las Aguas Residuales en Mataderos de Aves existen varias técnicas:
1) Garantizar un desangrado óptimo para no contaminar las aguas del escaldador.
2) Recoger toda la sangre e instalar un drenaje doble para garantizar que no se incorpore sangre a las aguas residuales.
GARANTIZAR EL DESANGRADO ÓPTIMO
Deben establecerse unos tiempos de desangrado mínimos que aseguren la máxima recogida de la sangre.
El desangrado del animal sacrificado se realiza entre las operaciones de sacrificio y escaldado, estando su duración condicionada por el diseño de la instalación y el volumen de producción del matadero. A menudo, este tiempo no es suficiente para asegurar el desangrado óptimo del animal, produciéndose un excesivo vertido de sangre al agua de escaldado. El tiempo mínimo recomendado de desangrado del pollo es de 1,5-3 minutos.
RECOGIDA DE LA SANGRE
La Mejor Técnica Disponible siempre será la instalación de sistemas que permitan la recogida total de la sangre dentro de la zona de desangrado, reduciendo al mínimo la caída de sangre en otras partes de la instalación y evitando que restos de la misma lleguen a los sistemas de recogida de aguas. Con esta medida se evita aumentar de forma considerable la carga orgánica de las aguas residuales y se puede aumentar la cantidad de sangre que se puede gestionar como subproducto.
Pensando en el posterior aprovechamiento de la sangre recogida, es fundamental que esta sea recogida de la forma más higiénica posible.
DRENAJE DOBLE
En la zona de desangrado se instala un sistema de drenaje con dos tuberías: una que conduce al tanque de almacenamiento de la sangre y otro que lleva al desagüe. Durante las operaciones de sacrificio, se utiliza la tubería que conduce al tanque de almacenamiento de la sangre, mientras que durante la limpieza, se utiliza la que conduce al desagüe. De esta forma, la sangre recogida no está diluida con agua y se reduce al mínimo la cantidad de sangre presente en las aguas residuales.
Existen algunos sistemas automatizados que impiden el comienzo de las operaciones de sacrificio si el drenaje que conduce al desagüe está abierto.
Como medida adicional, al terminar la operación de sacrificio y antes de comenzar la limpieza con agua, puede recogerse la sangre restante de forma que se incorpore al tanque de almacenamiento de la sangre en lugar de ir al desagüe.
DEPOSITOS INTERMEDIOS
Es conveniente almacenar la sangre que aún no ha pasado la inspección veterinaria de forma separada del resto. De este modo, si la sangre es rechazada, no hay que eliminar toda la sangre almacenada hasta ese momento.
La eliminación de la sangre en las piezas cárnicas utilizadas en la elaboración de productos cárnicos puede ser crítica en algunos casos. Un buen desangrado redunda en una mejor calidad de la carne al evitar la proliferación bacteriana.
Si la sangre se recoge en condiciones higiénicas y se almacena adecuadamente puede considerarse como subproducto utilizable en otras industrias (alimentaria, farmacéutica, cosmético, etc).
El beneficio por venta de la sangre es muy variable en función de la calidad higiénica de la sangre y de la distancia al centro de valorización. La sangre que se recoge higiénicamente puede venderse, obteniéndose un beneficio económico.

Estación Depuradora de Agua Residual (EDAR) la Rioja: Dónde ahorrar en los consumos de agua de un matadero de aves
Las aguas residuales de las industrias avícolas contienen altas concentraciones de materia orgánica, sólidos suspendidos, grasas, nitrógeno y fósforo. Su composición y flujo generalmente varían dependiendo del proceso industrial, tamaño de las instalaciones, número de animales sacrificados, eficiencia en la recolección de la sangre y subproductos, consumo de agua por ave sacrificada y manejo del agua en el proceso industrial. En este sentido, no contar con un tratamiento adecuado de estos efluentes puede ser catastrófico tanto para la empresa como para el medio ambiente.

Estación Depuradora de Agua Residual (EDAR) la Rioja
La industria avícola cuenta con una cadena productiva constituida por varias fases o eslabones como alimento, engorde y sacrificio; cada una con procesos que responden a necesidades particulares. La fase de sacrificio consta de varias etapas como la recepción de aves, sacado de jaulas y colgado, aturdimiento, desangrado, escaldado y desplumado. Luego pasan a un proceso de evisceración: Cortado de patas y cabeza, lavado de canales y enfriamiento. Ya por último pasan al proceso de despiece, clasificación y envasado.
En un matadero se consume agua en casi todas las operaciones, con diferentes fines (limpieza, transporte, enfriamiento, etc, con lo que se genera una elevada cantidad de aguas residuales. Estas aguas presentan una elevada carga contaminante, destacando el contenido en materia orgánica y grasas, además de sólidos en suspensión de pequeño y gran tamaño (plumas, huesos, restos sólidos orgánicos).
Antes de entrar a analizar en los consumos de agua más importantes en un matadero de aves, debemos estudiar las etapas que se pueden encontrar en las plantas de depuración de aguas residuales de mataderos aves:
Eliminación de sólidos: desbaste y tamizado
Cuando el agua residual llega a la cabecera de la depuradora arrastra una cierta cantidad de sólidos gruesos que deben ser separados para no impedir el correcto funcionamiento de los equipos posteriores. Para tal fin se pueden emplear rejas de gruesos para los sólidos de mayor tamaño y tamices para las partículas más finas.
Eliminación de grasas: desengrase
Es una operación imprescindible en el proceso de depuración de aguas residuales de matadero. Dichas aguas contienen un elevado porcentaje de grasas que, además de su carga contaminante intrínseca, pueden generar problemas en fases posteriores de la depuración como:
- Obstrucción de rejillas finas.
- Capa superficial en los decantadores, arrastrando a la superficie a partículas de materia orgánica impidiendo su sedimentación.
- Dificultades en la aireación durante el tratamiento biológico y contribución a la formación de “bulking”.
- Alteración en la digestión de los fangos.
- Incremento de la DQO.
Existen varios métodos de eliminación de grasas, como placas deflectoras, rasquetas de superficie, aunque el más utilizado es el de flotación.
Homogeneización
El vertido de aguas residuales de un matadero no es homogéneo ni constante, puesto que la actividad del matadero no es constante ni continua a lo largo de la jornada, ni a lo largo de la semana, el mes o el año. Es por ello que es necesaria una balsa de homogeneización, con objeto de que el agua entre en la planta depuradora siempre con las Tratamiento de fangos.
Las balsas de homogeneización deberán ser lo suficientemente grandes para absorber las puntas de caudal y carga contaminante, y conviene que estén provistas de agitación para conseguir una mezcla más homogénea y de aireación para evitar fermentaciones indeseadas.
Neutralización
Consiste en la adición de reactivos químicos al agua con objeto de modificar su pH, de manera que éste se sitúe en el rango adecuado para el tratamiento biológico (6,5 – 8,5). Los reactivos utilizados para este fin son ácidos y bases como cal, sosa, carbonato sódico, ácido clorhídrico, ácido sulfúrico… También es posible neutralizar unas corrientes ácidas con otras básicas en caso que se disponga de ambas.
Tratamiento de los residuos del pretratamiento
Es necesario tener en cuenta que algunos residuos del pretratamiento de las aguas residuales de mataderos avícolas se clasifican en la categoría 2 del Reglamento (CE) no 1774/2002, por lo que deberán seguirse las directrices de dicho Reglamento para su adecuada eliminación.
Separación de sólidos en suspensión
La parte principal de este tratamiento es el decantador primario, en el que sedimentan los sólidos en suspensión. Esto en el caso de que las partículas presenten una densidad mayor que la del agua. En caso contrario, se practicará una flotación. Si las partículas están en estado coloidal, puede ser necesario añadir coagulantes y floculantes para facilitar la sedimentación de las partículas.
Tratamiento biológico
Se utiliza cuando las aguas son biodegradables, cosa habitual en las aguas residuales procedentes de mataderos.
Se pueden distinguir dos grandes vertientes dentro del tratamiento biológico: tratamientos aerobios, que son aquellos que se realizan en presencia de oxígeno, y tratamientos anaerobios, sin oxígeno. Las bacterias que intervienen en uno y otro caso son diferentes, así como los productos obtenidos.
Los sistemas aerobios trabajan en presencia de oxígeno y los productos obtenidos son el resultado de la digestión de la materia orgánica por parte de las bacterias aerobias, con lo que se obtiene CO2 y agua y biomasa (fango). Tras el tratamiento biológico aerobio se encuentra la decantación secundaria, en la que sedimentan los fangos producidos y se purgan periódicamente, recirculando una parte al reactor de tratamiento biológico, con objeto de compensar las pérdidas de biomasa. Estos sistemas aerobios se utilizan para cargas orgánicas bajas.
Los sistemas anaerobios trabajan en ausencia de oxígeno. El gas producido (biogás) tiene una composición diferente, 35% de CO2 y 65% de CH4 aproximadamente, y trazas de otros gases como sulfuro de hidrógeno, amoniaco, etc. Los sistemas aerobios pueden tratar aguas con mayor contenido en materia orgánica.
Eliminación de nutrientes
El nitrógeno se elimina por el fenómeno de nitrificación-desnitrificación, que se provoca instalando zonas anóxicas alternadas con zonas aerobias en el reactor biológico. La eliminación de fósforo puede conseguirse por precipitación o también de forma similar a la utilizada para eliminar el nitrógeno.
Desinfección
Dependiendo de dónde se vierta el agua, podría ser necesaria una desinfección (si se vierte a dominio público hidráulico, por ejemplo). En este caso, pueden utilizarse diversos métodos, como carbón activo, resinas de intercambio iónico, ósmosis inversa, etc. pero el más habitual es la cloración.
Tratamiento de fangos
La primera fase del tratamiento de fangos es el espesamiento, que se puede realizar por gravedad o por flotación. Después se procede a la estabilización de los fangos, que se puede realizar por medios físico-químicos (estabilización con cal) o biológicos (digestión aerobia o anaerobia). El acondicionamiento posterior de los fangos consiste en la disminución de la humedad por medio de un tratamiento térmico o bien por floculación química. Después se aplica una deshidratación, que puede hacerse por centrifugación o por filtración (filtros de banda, filtros prensa…). Finalmente deben eliminarse los fangos, existiendo varias posibilidades: aplicación al terreno, compostaje, incineración, etc.
El elevado consumo de agua se debe principalmente a la necesidad de mantener unos exigentes estándares higiénicos y sanitarios. El agua se emplea en su mayor parte en las operaciones de limpieza y desinfección de equipos, instalaciones y utensilios de trabajo, así como en el lavado de canales
Los principales residuos en los mataderos avícolas son fundamentalmente de carácter orgánico y corresponden a aquellos materiales sin valor comercial que deben ser gestionados adecuadamente, independientemente de su grado de valorización.
Principales consumos de agua en un matadero de aves
Los consumos de agua más importantes de un matadero se concentran sobre todo en las operaciones de escaldado y de lavado de las canales. También se produce un consumo de agua significativo en el desplumado, aunque algo menor que en los casos anteriores.
Los principales usos del agua en los mataderos son:
- Limpieza y desinfección de equipos, instalaciones y vehículos.
- Lavado de las canales.
- Escaldado y desplumado.
Los ratios de consumo de agua pueden ser muy variables, dependiendo entre otros factores: del tamaño de la planta, de su antigüedad, del grado de automatización, de los procesos aplicados y especialmente de las prácticas de limpieza y desinfección. El último factor depende a su vez de la distribución de las distintas zonas de la instalación y por ende, la superficie de suelo dedicada a procesos. El factor superficie de suelo es muy importante ya que para mantener unas adecuadas condiciones higiénicas es necesario su lavado y desinfección frecuente, con el elevado consumo de agua que ello conlleva. Además, la intensidad de la limpieza tras concluir las actividades diarias de sacrificio es igualmente elevada independientemente del número de pollos sacrificados. Dicho de otro modo, las necesidades de agua de limpieza y desinfección de la zona de sacrificio y faenado al final de la jornada, no son tan dependientes de la cantidad de animales sacrificados como del tamaño de la superficie de las instalaciones.
Por el contrario, otras actividades grandes consumidoras de agua dependen más del número de animales que entran diariamente, como puede ser la limpieza de vehículos y el muelle de vivos, el lavado de las canales, etc.
En la mayoría de las instalaciones, el único dato que se maneja es el consumo total de agua a través de las lecturas del contador general, y en pocas ocasiones se dispone de los datos de consumos parciales por proceso o en las operaciones principales.
Las posibilidades de reducción del consumo de agua mediante ahorros directos o mediante la reutilización de corrientes residuales internas están siempre limitadas al cumplimiento de las estrictas especificaciones de higiene que permiten asegurar la calidad y seguridad alimentaria de los productos.
Una de las operaciones unitarias que más necesidades de agua presentan es el escaldado. En los equipos de escaldado el consumo de agua puede presentar valores medios muy dispares entre unos mataderos y otros, debido a que existen varias alternativas tecnológicas al respecto. En cualquier caso el consumo de agua en este punto tiende a ser elevado, incluso en los sistemas que disponen de recirculación de las aguas de escaldado, ya que se debe realizar un aporte continuo para compensar las pérdidas debidas al agua que arrastran los animales a su salida del escaldador.
La etapa de desplumado también es consumidora importante de agua. Para conseguir la eliminación total de las plumas es necesario combinar la acción de los dispositivos de flagelación junto con un abundante duchado con agua a presión. Además, así se cumple otro objetivo como es el enfriamiento de la superficie del animal tras haber sido sometido a la temperatura del escaldador.
Entre las principales razones que provocan un excesivo consumo de agua podemos encontrar:
- Mala gestión del agua por cultura y comodidad.
- No contar con los elementos adecuados de inyección y recogida.
- Uso deficiente del agua de duchas.
- Escasos dispositivos de corte automático
- Inadecuados dispositivos de limpieza o bajo índice de recirculaciones. Implicación
- •directa sobre el coste de consumo y vertido del agua.
- Recuperaciones de agua e incluso reutilizaciones
Aguas Industriales la Rioja: Principales corrientes contaminantes en el sector harinas de pescado
Aguas Industriales la Rioja
La harina de pescado es un producto obtenido del procesamiento de pescados, eliminando su contenido de agua y aceite. En este caso el aceite de pescado es un importante producto secundario.
En las industrias de este tipo, es necesario distinguir entre pequeñas y grandes instalaciones, en función de la cantidad de subproductos tratada. Distinción obligada por el volumen de agua residual que generan así como el tipo de tratamiento que requieren los vertidos.
La generación de aguas residuales de harinas de pescado es el aspecto ambiental más significativo de la actividad de este sector, tanto por los elevados volúmenes generados como por la elevada carga contaminante asociada a las mismas.
Las principales corrientes parciales que más contribuyen en volumen y/o carga contaminante al efluente final proceden de:
- Condensados. Principal corriente. La mayor parte del agua procede de los condensados resultantes de la extracción de la harina y proteína. Esta corriente se caracteriza por presentar un un alto contenido en NTK y DQO, y como viene de un destilado, no se aprecian ni sólidos, ni grasas.
- Limpieza de equipos e instalaciones. Aporta una parte importante del volumen del efluente final. Esta corriente destaca por el alto contenido en sólidos y grasas, además de una considerable carga de DQO y Nitrógeno.
- La limpieza de vehículos de transporte también genera un importante caudal y carga, debido a restos.

Aguas industriales la Rioja – aguas residuales de harinas de pescado
Dadas las diferentes características de los dos vertidos generados en estas plantas, es necesario un planteamiento segregado: las aguas procedentes de las limpiezas deberán ser sometidas a un pretratamiento/desbaste y un tratamiento físico/químico previo, para la eliminación de sólidos y aceites y grasas. A continuación, esta agua pretratada podrá juntarse con los condensados para ser tratadas biológicamente con el objeto de eliminar la materia orgánica así como el nitrógeno presente, y el fósforo si fuera necesario.
La relación de N/DQO que presentan estos vertidos es muy elevada. La concentración de nitrógeno también es muy elevada. Por esos motivos, el diseño en primer lugar, y posteriormente, la operación, de una planta de tratamiento de este tipo de vertidos no es sencilla. Sobre todo cuando el vertido se realiza a cauce público, donde los requerimientos parar el parámetro N son muy restrictivos.
Si estuvieras interesado en seguir recibiendo contenido e información útil sobre los tratamientos de aguas residuales industriales, te invitamos a que te suscribas en nuestro Newsletter pinchando en el siguiente enlace: Inscribirme a Newsletter de Aguas Industriales

Aguas industriales EDAR la Rioja
Claves que toda Industria debe saber para la Reutilización de sus Aguas Residuales Industriales
En la industria hay que distinguir la procedencia del agua que se use, que puede ser:
- De las fuentes de abastecimiento de la propia empresa.
- De la red municipal que asegura prácticamente la continuidad en el suministro.

Aguas residuales industriales
Según los casos la empresa puede producir su propia agua a partir de pozos, concesiones, etc. Si es así montará su propia “planta de tratamiento de agua potable industrial” para producir el agua adecuada para cada tipo de circuito u aplicación. Un ejemplo claro son los equipos de osmosis inversa para la industria. En el caso de aguas con alto coste de tratamiento, convendrá darles varios usos, según sus calidades, antes de devolverlas al medio o al colector municipal.
En el segundo caso la industria puede estar conectada a una red de agua potable municipal y abastecerse de ella para luego de ser utilizada devolverá al alcantarillado municipal.
La industria puede también reutilizar el agua residual municipal y a su vez el agua residual que ella produce puede ser devuelta conjuntamente al medio para que se reutilice en aplicaciones municipales.
En algunos casos particulares se llega a emplear soluciones mixtas de mezclar aguas residuales de una fabrica o polígono industrial con las municipales para obtener aguas de mejores condiciones de tratabilidad.
En cualquier caso el agua que demanda una empresa para ser reutilizada, tendrá que reunir unas condiciones químicas muy definidas para que sean aptas para sus procesos industriales.
Para la optimización económica de la reutilización de aguas residuales industriales se tendrá que tener en cuenta el coste del agua a la entrada del suministro de la industria, y la de su adecuación para el proceso, su coste de depuración y su coste de vertido.
El agua en la industria se puede utilizar para diversos procesos internos como:
- Refrigeración.
- Lavados.
- Transporte.
- Incorporar al producto.
- Proceso.
- Riego y baldeos.
- Otros circuitos.
La realidad muestra que la refrigeración puede suponer en algunos casos hasta el 90% del total del agua utilizada. En industrias de generación de electricidad son frecuentemente conseguir que la refrigeración y el lavado representen el 70%.
Con el diseño adecuado de los procesos y cierre de circuitos se pueden conseguir ahorros de hasta del 50% con rediseño apropiado.
Es importante para todo responsable de calidad y medio ambiente conocer el volumen utilizado de agua en los procesos industriales de su empresa, para que pueda determinar los litros consumidos por la unidad de producción, ya sea kilogramo de carne, kilogramo de queso, Kw de electricidad, Kcal de refrigeración, etc.
Ten presente que el uso del agua en las industrias conlleva, debido a los arrastres, mezclas, fangos, etc, un aumento de las concentraciones de grasas, hidrocarburo y sales en disolución.
La principal ventaja de la reutilización de las aguas residuales es el ahorro en la factura del agua por reducción del consumo, (cuota fija + cantidad de m3 consumidas por su proceso). También el mismo recibo suelen ir el canon por vertidos con “penalizaciones” por contaminación que si se evitan debe considerarse como un beneficio de reducción de coste.
Otra ventaja puede ser la recuperación de algunos “in-put” por ejemplo: energía (recuperación de aguas calientes) o de productos en disolución como pasa en los baños de tratamiento de superficie.
La conveniencia de reciclar llevará consigo la aplicación de un mix de técnica-lógica y también una inversión económica, en muchos casos de rápida amortización.
También es digno de considerar el ahorro que puede suponer la reducción del tamaño de acometidas, bombas, etc. por ajustes en los consumos.
profundizar en las líneas de tratamiento primarios, secundarios y terciarios o de afino para la reutilización del agua industrial se escapa de los alcances de este Post.
Solo comentar que normalmente se usan combinaciones de procesos físicos, químicos y biológicos. Las altas concentraciones obligan a desarrollar soluciones especificas, para más información puedes visitar la web de profesionales del sector del agua industrial.
En el caso del agua industrial siempre primará la continuidad en el servicio a un costo razonable y se duplicaran líneas, se automatizarán y se tendrán los depósitos de reserva necesarios que garanticen el abastecimiento.
Es importante para todo responsable de calidad y medio ambiente la búsqueda de las Mejores Técnicas Disponibles para la reutilización de aguas residuales industriales. Es decir, nos referimos a la máxima efectividad para lograr un alto nivel de protección del medio ambiente considerado como un todo. Debes ir a la búsqueda de empresas especialistas en tratamientos de aguas residuales industriales que dominen la tecnología en todos sus campos, instalación, mantenimiento y operación. No todo el mundo los domina, ni tienen las referencias y experiencia e tratamientos de aguas industriales.
Ya por ultimo te recomendamos que estudies la viabilidad y accesibilidad técnica y económica a escala de la instalación que pretendes realizar teniendo siempre en cuenta los costes y ventajas que ésta va a suponer por el operador.
MBR para el tratamiento de aguas industriales: Comparativo de membranas
La tecnología de membranas es un campo que está en constante crecimiento, hecho que queda patente en el número de marcas comerciales que se ofrecen en el mercado. Actualmente existen en España empresas verdaderamente especializadas, tanto en su implantación como en su mantenimiento y explotación, estás han apostado y siguen apostando por la aplicación del sistema MBR (Birreactor de membranas para aguas industriales) en la industria Agoalimentaria con la utilización de membranas como Zenon, Koch, Toray, Novasep Orelis, Kubota o Alfa Laval. Cada una, con sus características, permiten obtener efluentes aptos ya sea para su vertido a colector, cauce, o su aprovechamiento posterior en reutilización..
A partir de 1960 se produjo una rápida expansión en la utilización de membranas en procesos de depuración de aguas residuales. Este hecho vino motivado tanto por la fabricación de membranas con elevada capacidad de obtención de flujos de permeado, así como por la fabricación de módulos compactos y económicos donde se disponía de grandes superficies de membranas filtrantes en menos espacio comparado con los métodos tradicionales.
El principio de las membranas de filtración es la separación física empleando membranas y un gradiente de presión para forzar el paso de componentes de una disolución a través de una membrana, para obtener una separación sobre la base del tamaño, incluso de la carga molecular. El fundamento es un simple fenómeno de exclusión molecular, limitada por el tamaño de poro de las membranas filtrantes y que funciona en diversos rangos en función del tamaño de sustancias a separar (microfiltración, ultrafiltración nanofiltración y ósmosis inversa). Con independencia del tipo de membrana a utilizar, el fluido a tratar se va a dividir en dos efluentes: “permeado”, o agua filtrada, y “concentrado” o “rechazo”, que se corresponde con el fluido concentrado que contiene las impurezas con mayor tamaño que el tamaño del poro limitante de la membrana.
La presión necesaria para forzar el paso a través de alguna membrana suele ser proporcional al tamaño de los poros, siendo necesario incrementar sustancialmente su magnitud a medida que el tamaño de éstos decrece. Entre ambos lados de la membrana se establece un diferencial de presión denominado “presión transmembrana” y que es utilizado como un parámetro importante asociado al rendimiento del proceso de membranas.
La tecnología de membrana, en principio, tenía limitado su uso y solamente se empleaba como tratamiento de afino o terciario en el proceso convencional de depuración. Los factores principales que limitaron el desarrollo de la tecnología de membrana fueron el elevado coste de inversión y operación y un inadecuado conocimiento de las ventajas potenciales de las membranas en el tratamiento de las aguas residuales industriales.
Sin embargo, con los últimos desarrollos de una nueva generación de membranas de ultrafiltración y microfiltración, más productivas y menos costosas, junto con el endurecimiento de los requisitos de vertido hicieron que surgiera un nuevo concepto de tratamiento biológico: el biorreactor de membrana (MBR) como una modificación de los procesos convencionales de tratamiento biológicos donde se reemplazan los depósitos de decantación secundaria por unidades de membranas.
Los sistemas MBR para el tratamiento de aguas residuales industriales se pueden definir como una tecnología de depuración de aguas residuales que combina el proceso de degradación biológica, denominado “fangos activos”, con la separación sólido/líquido mediante la filtración con membranas. Dependiendo del tamaño del poro, el proceso de separación en la membrana se lleva a cabo mediante microfiltración (MF) o ultrafiltración (UF) y determinará los compuestos que se separan en el reactor.
El empleo de sistemas de tratamiento MBR para la depuración de aguas industriales evita problemas propios de los sistemas convencionales de fangos activos relacionados con la decantación (flotación de fangos, presencia de bacterias filamentosas,…), permitiendo trabajar con altas concentraciones de licor mezcla (con MLSS entre 12-20 g/l). Este hecho supone que el modo de trabajo se realiza con edades de fangos elevadas que, como consecuencia, genera bajas producciones de fangos. Además, este sistema permite la posibilidad de reutilizar los vertidos ya depurados en distintas aplicaciones debido a las altas calidades que se obtienen de agua tratada y a los elevados niveles de desinfección.
MEMBRANAS DE APLICACIÓN EN PROCESOS MBR
La tecnología de membrana es un campo que está en constante crecimiento, hecho que queda patente en el número de marcas comerciales que se ofrecen en el mercado.
En los últimos 10 años la industria agroalimentaria ha utilizado la tecnología MBR con membranas tanto de micro como de ultrafiltración. Sectores tan dispares como industrias elaboradoras de zumos, bodegas, elaboradoras de prefritos ultracongelados, papeleras, industrias cárnicas, ultracongelados de verduras, productos precocinados,… son ejemplos para la utilización eficiente de este tipo de proceso con los diferentes tipos de membranas que en este post se describen. La tecnología MBR para la industria ha conseguido buenos resultados en los efluentes obtenidos para que cumplan sobradamente con los parámetros de vertido exigidos por la legislación.
En la tabla siguiente se muestra una recopilación de varios aspectos técnicos de diferentes membranas comerciales de aplicación en sistemas de MBR para la industria agroalimentaria:
|
|
ZENON |
KOCH |
TORAY |
NOVASEP ORELIS |
KUBOTA |
ALFA LAVAL |
|
|
Nombre comercial |
Zee Weed |
Puron |
TMR |
Pleiade |
Kubota Summerged Membrane Unit |
MFM-100 |
|
|
Material |
PVDF |
PES |
PVDF |
PES, PVDF, Acrilonitrilo |
PE Clorado |
PVDF |
|
|
Tamaño de poro (μm) |
0,034 |
0,05 |
0,08 |
0,02 |
0,4 |
0,2 |
|
|
Configuración de proceso |
Sumergida |
Sumergida |
Sumergida |
Externa |
Sumergida |
Sumergida |
|
|
Tipo de membrana |
Fibra hueca reforzada |
Fibra hueca |
Placa Plana |
Placa Plana |
Placa Plana |
Hoja hueca |
|
|
Tipo de filtración |
Fuera-Dentro |
Fuera-Dentro |
Fuera-Dentro |
Fuera-Dentro |
Fuera-Dentro |
Fuera-Dentro |
|
|
Retrolavado: Trabaja o no con ciclos de retrolavado |
SI |
SI |
NO |
NO |
NO |
NO |
|
|
Recirculación de fango: precisa o no. Caudal recirculado en caso afirmativo. |
4Q |
SI |
3Q |
NO |
NO |
NO |
|
Membrana de fibra hueca reforzada de Zenon

Las membranas de ultrafiltración ZeeWeed (Zenon) son un tipo de una membrana sumergida de fibra hueca reforzada, con un tamaño de poro de 0,034 µm nominal, de funcionamiento “fuera-dentro”, y que actúa por succión suave de entre 0,1/ 0,5 bares máximo. Esta casa comercial ha puesto en el mercado un sistema innovador de aireación (LEAP Aeration Technology) de burbuja gruesa introducida por la parte inferior del módulo. Se caracteriza por una configuración de la línea de aire más sencilla, y con necesidades de aire menores, lo que implica menores consumos energéticos. El hecho de ser una membrana reforzada le hace ser una de las más resistentes, duraderas y flexibles disponibles, teniendo una vida útil de entre 8-10 años. El proceso MBR ZeeWeed, de carácter modular, opera a altos valores de MLSS en el reactor biológico (12-14 g/l, pudiendo llegar a los 20 g/l) frente a los 3.5-5g/l con los que trabaja un sistema convencional de fangos.
Membrana de fibra hueca de Koch (Puron)

Membrana de fibra hueca de Koch
Por su parte, las membranas de Koch (Puron), al igual que las de Zenon, son membranas de ultrafiltración (tamaño de poro de aproximadamente 0.05 µm) de fibra hueca sumergidas, que requieren el mismo espacio, es decir, aportan similares áreas superficiales de trabajo. El extremo inferior de la fibra de la membrana está fijado a un colector mientras que el extremo superior está sellado individualmente con libertad para moverse lateralmente. Para mantener la velocidad de filtración se requiere limpieza con aire a presión a intervalos regulares a través de una boquilla de aire integrada en el centro de cada haz.
Membrana plana de Toray
Por otro lado, y también como membrana de ultrafiltración sumergible, aunque de lámina plana (con configuración en módulos) con una capa de soporte de PET no tejida, se encuentran las membranas de TORAY (Serie TMR), con tamaño de poro nominal de 0,08 µm. En la parte inferior de la estructura modular se encuentra la zona de aireación, consistente en difusores de aire que suministran el aire necesario para evitar acumulaciones de suciedad sobre las membranas.

membranas de TORAY
Estas membranas funcionan por aspiración, según el principio afuera/adentro. Al ser el material de la membrana de PVD se asegura una elevada resistencia ante la utilización de cloro durante las limpiezas.
Membrana plana de Novasep Orelis
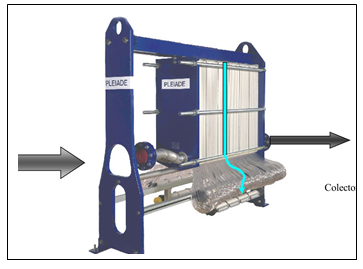
Membrana plana de Novasep Orelis
Se trata de membranas planas de ultrafiltración externas, es decir, su ubicación no es sumergida en ningún tanque. Por lo tanto, es factible la identificación visual del permeado de cada membrana a través de los diferentes colectores de permeado situados en la parte inferior de cada placa.
Estas membranas son capaces de operar con concentraciones de fangos en el reactor biológico de 8 a 20 mg/l, teniendo en condiciones normales de trabajo, presiones trans-membrana (TMP) por debajo de 2 bar (a 25ºC).
Estas membranas tienen larga vida, obteniéndose altos rendimientos en el agua permeada. Disponen de válvulas de cierre individuales para cada placa pudiendo de esta forma aislar individualmente las placas de cara a operaciones de mantenimiento y/o limpieza sin detener la producción.
Membrana MBR para el tratamiento de aguas industriales plana de Kubota
Las membranas planas sumergidas de microfiltración comercializadas por KUBOTA también son utilizadas en sistemas MBR para el tratamientos de aguas industriales. Su configuración es en cassettes, estando conectadas las placas por colectores transparentes por la parte superior. Bajo los cassettes se dispone una parrilla de difusores que, mediante un flujo turbulento, evitan la deposición de fangos sobre las placas. Las membranas están hechas de polietileno clorado con un tamaño de poro nominal de 0.4μm. El agua a tratar se filtra a través de las láminas de membrana y los espaciadores internos por efecto de succión, saliendo a través de los conductos superiores, con presiones transmembrana entre 0.05-0.15 bar. No precisan retrolavados, trabajan por gravedad, las placas son de fácil reposición y alta durabilidad, no existiendo fricción entre las membranas.
Con estas membranas existe la posibilidad de disponer los cassettes no solo alineados sino apilables en 2 pisos. La vida útil de estas membranas se encuentra en torno a los 10 años en condiciones de trabajo adecuadas.
Membrana MBR para el tratamiento de aguas industriales de hoja hueca de Alfa

Membrana MBR para el tratamiento de aguas industriales de hoja hueca de Alfa
Como sistema híbrido de las configuraciones anteriores, ALFA LAVAL comercializa membranas sumergidas de aplicación a sistemas MBR (MFM-100), combinando tanto la tecnología de las membranas de fibra hueca como las planas, creando unas membranas de hoja hueca en PVDF (muy resistente a ácidos, sustancias causticas y procesos de oxidación) de microfiltración (tamaño de poro de 0.20µm). La operación de filtrado se realiza gracias a una diferencia de presión entre el reactor biológico, donde se encuentran ubicadas las membranas, y el tanque de permeado, permitiendo trabajar con concentraciones de licor mezcla de 16 g/l de sólidos en suspensión. En cuanto al funcionamiento de este tipo de membranas, realiza ciclos de filtración/relajación, obteniéndose el permeado en toda la superficie de la membrana. Al igual que las membranas de Kubota, permite su diseño apilable. Opera con una TMP excepcionalmente baja en toda la superficie de la membrana (entre 0.01-0.03 bar), reduciendo de este modo el ensuciamiento. No precisa retrolavados en continuo, las placas son de fácil reposición, no existiendo fricción entre las membranas.
Empresas reconocidas del sector del agua han apostado desde sus inicios por la implantación, explotación y mantenimiento de la tecnología de membranas en numerosos sectores industriales.
Actualmente existen en el mercado diversas posibilidades. Todas ellas pueden ser válidas y aplicables en cualquier sector, sin embargo, es imprescindible un diseño adecuado del proceso de depuración de aguas residuales industriales y de los equipos periféricos a las membranas, así como un correcto criterio de explotación, fruto de la experiencia, para poder implantar y optimizar el funcionamiento de esta tecnología. En ocasiones, es recomendable para establecer estos criterios de diseño de planta y de operación de las membranas, contar con un estudio a nivel de planta piloto.
En este sentido, empresas especializadas en tratamientos de aguas residuales industriales, como es el caso AEMA, en los últimos años han acumulado el conocimiento y experiencia necesaria para llevar a cabo de la mejor manera la implantación y posterior explotación de cualquier tipo de membrana., en sectores tan diversos cómo:
- Tratamientos de aguas para la Industria Láctea.
- Tratamientos de aguas para la Industria Cárnica.
- Tratamientos de aguas para la Industria Conservera.
- Tratamientos de aguas para la industria del Vino.
- Tratamientos de aguas para la Industria Papelera.