




Tag Archives: IC
Tecnología anaerobia en el sector de conservas vegetales
Tratamiento de aguas residuales con tecnología anaerobia en el sector de conservas vegetales: Ventajas del sistema Biotim ®UASB* frente al IC**
En el sector agroalimentario, y específicamente en el de conservas vegetales, se generan vertidos de naturaleza muy dispar dada la estacionalidad de las diferentes campañas. Además, dichos vertidos, se caracterizan por su buena biodegradabilidad.
Una importante cifra de depuradoras en este sector responden a tecnología biológica aerobia en sus diferentes configuraciones: convencional, SBR, etc. que frecuentemente son vulnerables a episodios de bulking filamentoso que de cara a la operación tiene como consecuencia la baja o nula decantabilidad del fango y baja calidad del vertido final. La experiencia muestra que al introducir Tecnología anaerobia en el sector de conservas vegetales previos al tratamiento aerobio ya existente, se elimina este riesgo.
Los procesos anaerobios son idóneos en aguas residuales con altas concentraciones de materia orgánica de fácil biodegradación, por ello es indicado para sectores como el cervecero, papelero, azucarera, en general industrias agroalimentarias y de bebidas que procedan de productos de origen vegetal.
En este documento queremos compartir los principios básicos de los sistemas con tecnología anaerobia en el sector de conservas vegetales, con especial referencia a los aplicados en la industria como nuestro BIOTIM UASB y el IC, y las ventajas que resaltamos del primero.
Los sistemas de tratamiento anaerobios se basan en un proceso biológico el cual es operado y controlado bajo condiciones anaerobias (ausencia total de oxígeno disuelto) en el que se transforma de manera efectiva la DQO, DBO y SSV en una pequeña cantidad de biomasa y en biogás (producción de energía).
Los reactores UASB (Upflow Anaerobic Sludge Blanket), reactor anaerobio de flujo ascendente, son un tipo de biorreactor tubular que operan en régimen continuo y en flujo ascendente, es decir, el afluente entra por la parte inferior del reactor, atraviesa todo el perfil longitudinal, y sale por la parte superior. Son reactores anaerobios en los que los microorganismos se agrupan formando biogránulos.
La tecnología para el tratamiento anaerobio a cargas altas constituye una tecnología madura. Al menos 1.200 plantas a escala industrial se han registrado en el mundo para el tratamiento de efluentes industriales (en la actualidad se estima que hay unas 2.500). El abanico de usos de esta tecnología es muy amplio, ya que el tratamiento anaerobio de aguas residuales no se limita únicamente a la degradación en aguas residuales de contaminación orgánica.

Caso práctico A. Comparativa UASB -IC: Tecnología anaerobia en el sector de conservas vegetales
A continuación, haremos hincapié en algunas ventajas del sistema Biotim ®UASB frente al IC Tecnología anaerobia en el sector de conservas vegetales:
1. Torre de recirculación exterior: pre-recirculacion (IC) VERSUS post-recirculación (UASB)
• La mezcla es MENOS efectiva con la pre-recirculación. Por el contrario, en la post-recirculación inyectamos el efluente ya depurado junto con el efluente sin tratar delante de un mezclador estático muy eficiente, garantizando un elevadísimo grado de mezcla. En la pre-recirculación se limita la mezcla introduciendo el efluente sin tratar en un tanque muy elevado (30 metros) consiguiendo un perfil de mezcla que desmejora de arriba hacia el fondo del tanque.
• Cuando mezclamos después del reactor anaerobio, efluente ya depurado, lo hacemos post degasificación, esto es sencillamente menos CO2 dentro de la torre de recirculación, menos ácido y por consiguiente un pH mas alto, lo que se traduce en muchísimo menos consumo de NaOH versus pre-recirculación.
• El tanque de efluente anaerobio, después del reactor UASB – no antes -, es también un tapón cuando no hay producción de efluente desde la fábrica. De esta manera sólo nos limitamos a recircular, medir el pH y la temperatura para ver qué pasa en el reactor. Con un tanque delante del reactor anaerobio como en el IC, no medimos lo que pasa dentro del reactor.
2. Relación DQO / SST
La limitación del ratio DQO/SST a la entrada de una torre elevada anaeróbica (IC) es más “crítica” comparada con un reactor UASB. Una concentración elevada de SST “desestabiliza” el IC que trabaja a alta velocidad.
• El BIOTIM®UASB es un equipo robusto, un “todo terreno”. Soporta fluctuaciones estacionales de carga sin perturbaciones.
• El BIOTIM®UASB reduce la concentración de SST orgánica en el proceso. Resultado: el efluente tratado en un UASB contiene menor SST que el influente y por tanto MENOS carga para el aerobio posterior. En un IC, sucede lo contrario y por ende, alto riesgo de pérdida de fangos.
• Cuando procesamos patata, con significativa concentración de ALMIDÓN (molécula compleja) las aguas residuales presentan viscosidad y si se trabaja a alta velocidad como sucede en el IC, observamos arrastre y pérdida de fangos fuera del reactor.
• El BIOTIM®UASB con su elevada superficie de separadores trifásicos en el topo del reactor, minimiza la pérdida de fangos.
• El BIOTIM®UASB en el sector de vegetal, ultra congelados y conservas es un reactor productor neto de fango granular. Un subproducto muy valorado en el mercado.
3. Menor consumo de OHNa (sosa)
El consumo de sosa en una torre elevada anaeróbica (ej. IC) es mayor que con un BIOTIM®UASB.
NOTA: la inmensa mayoría de las instalaciones BIOTIM®UASB en el sector vegetal, ni siquiera cuentan con instalaciones de dosificación de PQ.
El BIOTIM®UASB tiene separadores lamelares crossflow y con ello:
• No hay riesgo de espumas.
• No hay necesidad de dosificación de antiespumante, coagulante, etc.
• Mantiene alta concentración de fangos granulares.
• Mantiene el SST ‘almidón’ por más tiempo dentro del reactor (por su volumen de biomasa disponible y baja velocidad de trabajo) y lo hidroliza convirtiéndolo en Biogás. El almidón, un componente complejo, necesita tiempo, que no dispone en una torre elevada anaeróbica.
• Mayor conversión de DQO soluble (hasta 100%) que genera menos AGV. Menos AGV significa menos consumo de sosa.
• En carga pico el BIOTIM®UASB trabaja con una dosificación media de 0,3 eq/kg DQO eliminado, y máxima de 1 eq/kg DQO. Mientras que una torre elevada (ej. IC) o un EGSB trabajan en el rango 2-2,5 eq/kg DQO eliminado.
• Extra alcalinidad, en el BIOTIM®UASB se queda dentro del reactor, SIN necesidad de un plus de reciclo: el equilibrio CO2/HCO3 no espera a compensar el pH hasta ser recirculado.
• Todo el biogás producido en el primer metro de manto fango granular (abajo) cede toda su alcalinidad al reactor. Inmediatamente.
4. Desulfuración del biogás (Belgas®), SIN QUÍMICOS
Cuando el biogás a partir de procesos anaerobios se utiliza como combustible, el sulfuro de hidrógeno (H2S) debe retirarse para evitar problemas de corrosión en calderas y para reducir la contaminación del aire causada por SOx en los gases de escape que emanan de la chimenea.
La tecnología convencional para la eliminación de H2S ha sido la absorción química seca y el scrubber químico húmedo. Sin embargo, tales métodos químicamente basados resultan en altos costos de operación derivados del elevado consumo de producto químico y la eliminación de los residuos químicos (azufre elemental).
Para superar estas limitaciones, en la actualidad se impone el uso de bioscrubbers, que basan su funcionamiento en la eliminación biológica de azufre, sin el empleo de producto químico.
Como podemos apreciar debajo, en el ciclo del azufre, tenemos 2 sentidos: la superior o reductiva y la inferior u oxidante. Esta última transcurre con la participación de bacterias tipo Tiobacillus utilizadas durante mucho tiempo en procesos de desodorización mediante la oxidación de sulfuros.

En la desodorización de aire, la absorción del sulfuro en el líquido y su oxidación tienen lugar en un único reactor. Sin embargo, cuando desulfuramos biogás es necesario separar la fase de absorción de la oxidación propiamente dicha para evitar la incorporación de aire al biogás. Para cumplir con esta condición, tecnológicamente se recurre a utilizar un reactor de contacto gas líquido (Belgás) o bioscrubber que trabaja contra un tanque aireado (fango activo).
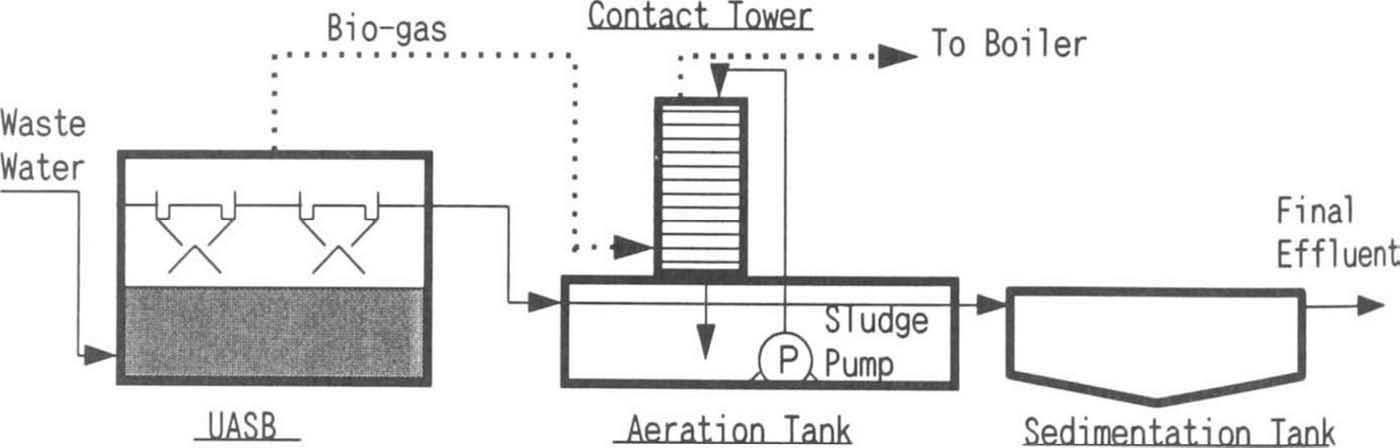
Esquema simplificado de un Belgas

Esquema simplificado de la absorción del sulfuro en el fango activo
En la torre de contacto (Belgas) el biogas circula en contracorriente con un flujo de fango activo que se alimenta y retira continuamente de la torre. El biogas cede por absorción el sulfuro contenido al líquido de una manera eficiente. El fango activo con el sulfuro absorbido retorna al reactor biológico aerobio donde se oxida completamente a sulfatos, NO azufre elemental que resulta un sólido a gestionar que se produce con el scrubber químico.
Considerando la elevada producción de sulfuro en la corriente de biogas 900 ppm, se sugiere implementar sesiones de lavado/limpieza o CIP del Belgas con solución de OHNa para evitar obstrucciones en el scrubber debido a un posible crecimiento orgánico.
Una sesión típica de CIP se programa una vez al mes o cada dos meses o incluso más, y aplica PUNTUALMENTE un aumento de pH mediante dosificación de sosa en el compartimiento de lavado (depósito más bajo negro de PEAD que veis en la foto adjunta). El pH para el lavado CIP debe establecerse aproximadamente 12. Durante 2 horas, el sistema BELGAS se lavara luego a plena capacidad por medio de las bombas de lavado de alimentación. Durante la limpieza de CIP, el líquido de lavado fluye hacia el compartimento de lavado y la válvula de la salida gravitatoria hacia la mitad del tratamiento aeróbico se cierra automáticamente. Al final del ciclo de lavado CIP, la válvula se abre de nuevo, y el líquido de limpieza CIP se bombea sobre el Belgas hacia el tratamiento aeróbico para una igualación y oxidación posterior.

Esquema Belgas EDAR La Zaragozana (Cervecería)
La nueva biomasa del tratamiento aeróbico fluirá de regreso al compartimento de lavado y el BELGAS estará operativo de nuevo.
El Belgas comparado con otros sistemas scrubber químico altamente estable frente a variaciones de caudal y carga del reactor. No necesita una producción estable y uniforme en el tiempo.
El procedimiento clásico de lavado de biogás implica el agregado de OHNa continuo para mantener la alcalinidad y el pH del líquido de lavado (tampón HCO3Na-CO3Na2). Asimismo, se requiere de un agregado permanente de nutrientes (30 ml/kg de azufre eliminado) y aire para mantener la actividad de las bacterias responsables de la oxidación de lo sulfuros hasta azufre elemental, que como hemos dicho anteriormente es un fango que debe deshidratarse y gestionarse.
Debido al hecho de que parte del sulfuro es oxidado completamente a azufre elemental, se requiere una reposición periódica de líquido alcalino de lavado (OHNa) para mantener un nivel adecuado de concentración que haga posible la reacción química de absorción en la torre de contacto.
5. Gasómetro, no lo necesitamos (un equipo y un mantenimiento menos)
Desde que el reactor BIOTIM®UASB comienza a producir biogás, este se acumulará debajo del techo. El techo tiene 624m² de superficie, 288m² de estos son ocupados por los separadores de fase: quedan 336m2 debajo del techo mismo. Esto genera un volumen importante de tampón/gasómetro de 250m³ – máximo 300m³ de biogás.

Conforme el reactor produce más biogás, esta cámara se va llenando y una vez alcanzado los 25mbar, la válvula de salida hacia antorcha/caldera se abre, y es también con esta presión que el agua se ve empujada hacia debajo de los acumuladores de gas.
Durante la operación del BIOTIM®UASB, la presión varía entre estos 25 y 35mbar en operación normal, sin impacto a la caldera o antorcha gracias a este acumulador o gasómetro bajo techo del propio reactor.
En caso de alta carga/producción biogás y que la antorcha y ni la caldera aguantarían la sobre presión generada encima de 55mbar, se abrirá automáticamente la válvula respiradora. Seguridad principal para no dejar inflar/soltar el techo del depósito.
En el peor caso de una falla concatenada, simultánea y total de todos los sistemas de la caldera, antorcha y válvula respiradora (mecánica – no automatizada), hay una abertura física que se abre al aire ambiente a 70mbar – una purga – tubo adentro del techo en contacto con el agua: el agua queda empujada abajo por extra presión, el tubo de 70cm en el techo ira liberarse del agua dejando escapar el biogás hacia afuera.
No hay rigurosamente una válvula reguladora de presión en el reactor: sólo en la línea a antorcha para activarla o desactivarla. Y hacia caldera para activarla o apagarla con baja presión.
Como podéis apreciar, este sistema está sumamente probado en varios centenares de plantas. Hay un know how de por medio, con todas las garantías necesarias.
6. El valor de las referencias en el sector de conservas vegetales
Desde 1965 en Bélgica no ha dejado de aumentar el número de empresas de vegetales congelados hasta 12 en la actualidad. Juntas son responsables de más de un cuarto de la producción europea de verduras congeladas.

Unión de industrias belgas productoras de vegetales
En su inmensa mayoría depuradoras con tecnología anaerobia BIOTIM®UASB.
Depositar la confianza de una inversión en manos de una empresa capaz de testimoniar con casos reales su experiencia previa en el sector y apoyarse en la evidencia de lo ya hecho bien anteriormente es un valor agregado.
Si desea obtener más información sobre estos sistemas, contacte con nosotros comercial@aemaservicios.com
UASB* – Los reactores UASB (del inglés Upflow Anaerobic Sludge Blanket, reactor anaerobio de flujo ascendente) son un tipo de biorreactores tubulares que operan en régimen continuo y en flujo ascendente, es decir, el afluente entra por la parte del reactor, atraviesa todo el perfil longitudinal, y sale por la parte superior. Son reactores anaerobios en los que los microorganismos se agrupan formando biogránulos.
IC** – El reactor de circulación interna (reactor IC) es una forma de digestor anaeróbico diseñado principalmente para tratar aguas residuales. El digestor típicamente prroduce biogás con una alta concentración de metano (c80%). En esencia el IC para mejorar las tasas de digestión y los rendimientos de gas. La huella del reactor IC es por lo tanto más pequeña. Sin embargo, es más alto debido a la mayor complejidad del reactor. El reactor IC típicamente viene como parte de un sistema de digestión anaeróbica de dos etapas donde está precedido por un tanque de acidificación e hidrólisis. Los efluentes que salen del reactor IC a menudo requerirán tratamiento aeróbico para reducir la bioquímica (DBO) y la DQO para descargar los niveles de consentimiento.