




Tag Archives: MBR
AEMA, al servicio de la industria textil.

AEMA, al servicio de la industria textil
AEMA, al servicio de la industria textil
La industria textil consume grandes cantidades de agua (aproximadamente 80-150 L por 1 kg de tela), energía y productos químicos auxiliares por lo que genera una gran cantidad de agua residual. Estos efluentes se caracterizan por poseer elevadas concentraciones de colorantes, contaminantes orgánicos refractarios, compuestos tóxicos, componentes inhibidores, tensioactivos y componentes clorados, por lo que son vertidos problemáticos para una depuración por fangos activos convencional.
Casi todos los procesos de tinte dejan un color residual en el efluente. La proporción de tinte no fijado varía entre cantidades casi insignificantes para pigmentos hasta cerca del 50% para tintes reactivos. Esto es problemático debido a su alta resistencia a la biodegradación (con la mayoría de las plantas CAS o fangos activos convencional eliminando no más del 50% de color sintético) combinado con la intensidad del color.
El color fuerte impartido por la mayoría de los tintes, exige la eliminación a concentraciones muy bajas antes de la descarga para consentimientos basados en el color. Los tintes insolubles, pueden eliminarse físicamente mediante una membrana microporosa, mientras que los tintes biorefractoriales solubles solo son rechazados por membranas densas (ósmosis inversa o posiblemente nanofiltración).
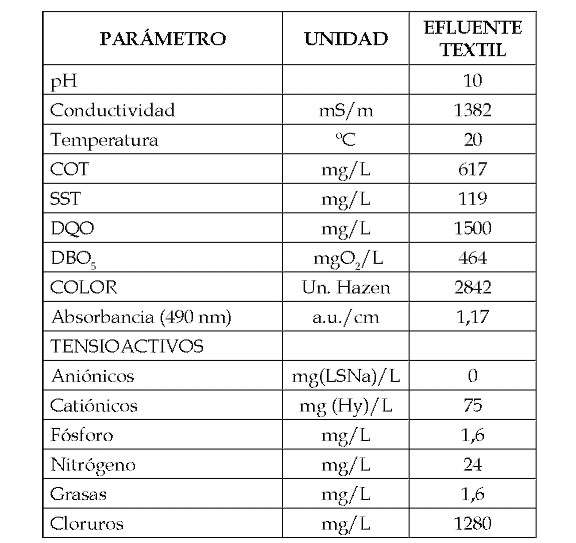
Composición típica efluente sintético industria textil
MBR en el tratamiento de aguas residuales textiles
La tecnología MBR contribuye a un desarrollo más sostenible de la industria textil mejorando significativamente la calidad del agua residual tratada, lo que contribuye a reducir el consumo de agua (“fresca” o make up) y la descarga de contaminantes.
Los MBR permiten un tratamiento biológico más intensivo que el alcanzado con CAS (Fango Activo Convencional) mediante la extensión de la SRT (“Edad del Fango”), consiguiendo un mayor tiempo de retención de sólidos que funciona de manera independiente del tiempo de retención hidráulica (HRT). Si bien no es menos cierto que el tratamiento aguas abajo parece ser necesario si la calidad del agua del producto requerida se basa en el color.
La evidencia de los estudios piloto de MBR y plantas en operación a nivel mundial sugieren que, si la eliminación de DQO de los efluentes textiles puede superar el 90%, la eliminación del color soluble a menudo no supera el ~ 75%. La eliminación es muy variable y depende de la condición del lodo, ya que la naturaleza biorefractorial de los tintes significa que el mecanismo principal de eliminación es la adsorción. Esto es análogo al comportamiento reportado de los productos farmacéuticos y de cuidado personal y metales, donde los niveles de metales residuales en el agua tratada del MBR son aproximadamente la mitad que los del CAS.
Las técnicas de membrana se aplican para el tratamiento de determinados efluentes y permiten la reutilización de las aguas residuales, así como, en ocasiones, la recuperación del producto retenido en la membrana para su posterior reutilización. Dado que las características de la membrana permeable deben ser específicas para un tipo concreto de contaminante, es importante la segregación de efluentes. De no ser así, se corre en peligro de obstruir la membrana (si el contaminante tiene un diámetro superior al del poro de esta) o, en caso contrario, de no conseguir tratamiento alguno. Pueden ser aplicadas en efluentes procedentes de operaciones de tintura, de desencolado, etc.
Las principales características de los tratamientos con técnicas de membrana son las siguientes:
Principales beneficios medioambientales
- Reducción del consumo de agua en un 60%.
- Disminución de la emisión de aguas residuales en un 60%.
- Reducción de la carga contaminante de las aguas residuales.
- Posible reducción del consumo de reactivos.
Posibles adversidades
- Este sistema de tratamiento implica un consumo de energía importante (aproximadamente 20 kWh/m3).
- Los residuos resultantes, en caso de que no puedan ser reutilizados, deben ser gestionados como residuos peligrosos.
Aplicabilidad
- Esta técnica se puede aplicar a todas las industrias de acabado que dispongan de un sistema de segregación de los diferentes efluentes residuales.
Sin embargo, el MBR ofrece una clara ventaja (efluente de altísima calidad frente a un CAS) cuando la reutilización es el objetivo final. A gran escala la tecnología MBR aplicada a la reutilización de aguas residuales en fábricas textiles, indica el uso de RO (Ósmosis Inversa) aguas abajo para eliminar el color residual. El MBR proporciona un efluente de bajo SDI (Silt Density Index o Índice de colmatación) adecuado e inmejorable post MBR (0,04 um poro) para la purificación aguas abajo por RO o NF sin necesidad de otro tratamiento que no sea la filtración por cartucho de seguridad (5 um) antes de la bomba de alta presión.
Experiencia AEMA
Más de 60 instalaciones industriales con tecnología MBR en España.
…Los campos de fútbol reglamentarios tienen 7.140 m2. Un módulo tipo fibra hueca sumergida ZeeWeed500D tiene 34,4 m2. De donde podemos afirmar que llevamos cubiertos más de 20 campos de fútbol en toda España comparando superficies y un caudal diario tratado en la industria nada depreciable de más de 34.000 m3/d.
Aema, con más de dos décadas de experiencia en esta tecnología de membranas de fibra hueca sumergida y sus continuas mejoras en flujo, mayor permeabilidad, reducción en la utilización de energía y un aumento sustancial de la vida útil de la membrana; ha conseguido posicionarse como líder EUROPEO en la implantación en clientes industriales que han apostado por esta solución.
- Membranas con los mayores avances en tecnología como Ecoaireación y LEAPmbr (Lower energy advance performance).
- Membranas de mayor duración con >13 años de operación continua (vida comprobada).
- Rendimiento optimizado con bajo consumo de energía y diseño compacto para biorreactores de membrana de gran envergadura cuando la calidad y la confiabilidad son esenciales.
En la industria textil, referencias reportadas desde el año 2001:

Referencias del sector textil (GE)
AEMA, al servicios de la industria textil
Bioreactor de Membranas para Aguas Industriales la Solución Cuando no Tienes Espacio y Necesitas más capacidad en tu depuradora
Menor espacio y Mayor calidad de efluente con un Bioreactor de Membranas (MBR) para aguas industriales

Bioreactor de Membranas para aguas industriales
El proceso de MBR es una tecnología de membrana que sustituye el decantador en el proceso de fangos activos convencional de una EDAR. De esta forma la separación de la fase sólido-líquido se realiza por filtración a través de las membranas, en lugar de sedimentación en el decantador, consiguiéndose un efluente tratado que reúne, generalmente, los requisitos para reutilización.
En base a esto, los principales beneficios a la hora de instalar un MBR sobre un proceso de fangos activos convencional son:
- Menor requerimiento de espacio (al eliminar el decantador del proceso).
- Mayor calidad de efluente similar a la de tratamiento terciario de un proceso convencional,
Para valorar la implantación de un MBR, conviene realizar un balance técnico- económico completo que nos permita diferenciar claramente las ventajas e inconvenientes del proceso convencional instalado y el MBR que lo sustituiría.
A nivel estructural la diferencia más destacada entre el proceso convencional de fangos activados y los MBR es la superficie ocupada por ambos procedimientos para una misma capacidad de tratamiento. A nivel conceptual, la diferencia que da paso a los MBR frente a los fangos activados es la calidad del efluente obtenido.
Para una misma capacidad de tratamiento, la diferencia en superficie puede llegar a ser un 35% menor.Ello se debe no solo a las altas concentraciones de biomasa, que permiten trabajar con volúmenes de reactor más pequeños, sino a la eliminación del decantador secundario como etapa de sedimentación en el proceso convencional.
Efectivamente frente al espacio ocupado por un reactor de Fangos Activos, el MBR presenta una superficie menor, lo que implicaría un importante ahorro en obra civil en el caso de una nueva instalación. Por lo tanto, podríamos justificar el empleo de los MBR frente a los tratamientos convencionales por el importante ahorro en espacio que supondría su aplicación: Disminución de obra civil, mayor ahorro económico.
El MBR es una solución compacta que no necesita decantador, ya que la separación se realiza en las membranas y se opera con concentraciones de sólidos en el reactor, en lugar de operar a concentraciones típicas de procesos de fangos activos, ocupando hasta 3-4 veces menos espacio que un tratamiento convencional con tratamiento terciario. Dada la calidad del efluente y lo compactas que son las plantas con MBR, es una solución idónea para casos:
- Dónde existe escasez de espacio.
- Zonas con sensibilidad ambiental.
- Ampliaciones de plantas convencionales.
Podríamos resumir las ventajas de esta tecnología frente a la convencional de fangos activos de la siguiente forma:
- Opera con concentraciones más altas de sólidos en suspensión en el reactor, por lo que el volumen del reactor biológico es menor, evitándose además, la construcción de decantadores secundarios.
- No es necesario que los fangos producidos sean decantables, el proceso no se ve tan afectado por la calidad del fango biológico, como bulking filamentoso, desfloculación…
- Mayor calidad del efluente: El efluente de estos sistemas (SS, DBO5, nitrógeno y fósforo) presentará una calidad superior a la de un tratamiento secundario convencional, ya que la separación de sólido-líquido se realiza mediante las membranas.
- Efluente con calidad similar a la de un tratamiento terciario. El efluente estará también libre de protozoos y quistes consiguiéndose además una considerable reducción de bacterias y virus.
La tecnología de membranas es especialmente competitiva cuando aparece alguna de las siguientes condicionantes:
– Necesidad de disminuir la producción de lodos biológicos
– Necesidad de un grado de depuración elevado: vertido a cauce público, zonas sensibles o pago de un impuesto de vertido elevado.
– Reutilización: La reutilización puede venir impuesta por la escasez de agua de la zona o puede suponer un valor añadido importante a considerar. Las variables aquí van a ser el precio del metro cúbico de agua fresca o las
-subvenciones por reutilización.
– Poco espacio disponible
– Ampliación de la capacidad de tratamiento de plantas convencionales ya existentes.
– Efluentes industriales con componentes de difícil o lenta biodegradabilidad. La tecnología BRM permite llegar a depurar materia orgánica considerada inerte para otro tipo de tecnologías más convencionales.

Capacidad de Desinfección de la tecnología MBR
Bioreactor de membranas para aguas industriales
Una de las principales ventajas de la tecnología MBR es la capacidad de desinfección y la calidad del efluente obtenido en comparación con otros tratamientos convencionales. En un sistema MBR el proceso de desinfección se lleva a cabo mediante tres mecanismos:
– Filtración física a través de la membrana. Se basa en las diferen- cias de tamaño, ya que el poro impide el paso a las partículas con mayor diámetro que él.
– Actividad física y biológica de los fangos activados. La retención física se produce mediante mecanismos de adsorción de las sustancias en los fangos.
– Actividad física (adsorción) y biológica de la capa o film que se forma en la superficie de la membrana debido a la deposición de sólidos. La actividad biológica del film se produce por predación de los microorganismos. Si el espesor del film aumenta demasiado se produce el ensuciamiento de la membrana impidiendo que ésta trabaje adecuadamente.
La calidad del efluente obtenido y la eficacia del proceso se controla mediante parámetros fisicoquímicos (sólidos suspendidos, demanda quí- mica de oxígeno, demanda biológica de oxígeno, turbidez y nutrientes) y biológicos (concentraciones de microorganismos patógenos)
Parámetros Fisicoquímicos
Los trabajos revisados coinciden en los elevados rendimientos, por encima de los sistemas convencionales, que ofrece la tecnología MBR para eliminar sólidos, materia orgánica y nutrientes. En la tabla de mas abajo se pueden ver los altos rendimientos de eliminación de los parámetros fisicoquímicos de los MBR.
| Tabla 1 | ||
| Parámetro | Eficiencia de eliminación (%) | Calidad del efluente |
| SS (mg/l) | > 99 | <2 |
| Turbidez (UNT) | 98,8 – 100 | <1 |
| DQO (mg/l) | 89 – 98 | 10 – 30 |
| DBO (mg/l) | > 97 | <5 |
| COD (mg/l) | – | 5 – 10 |
| NH3-N (mg/l) | 80 – 90 | < 5,6 |
| NT (mg/l) | 36 – 80 | < 27 |
| PT (mg/l) | 62 – 97 | 0,3 – 2,8 |
Diversos trabajos han cotejado este sistema con otros convencionales. En este sentido, se ha comparado el comportamiento de distintos sistemas de tratamiento convencional de agua como son: filtro percolador, fangos activados y tratamiento fisicoquímico con el sistema MBR. Como resultado el Reactor Biológico de Membrana ofrece un rendimiento muy superior al resto en cuanto a la depuración y desinfección de un agua residual.
| Tabla 2 | ||||||||
| Tratamiento | Agua de entrada | Agua depurada | ||||||
| SST (kg/m3) | DQO (kg/m3) | Turbidez (UNT) | Gérmenes (/100 ml) | SST (kg/m3) | DQO (kg/m3) | Turbidez (UNT) | Gérmenes (/100 ml) | |
| Filtro percolador |
0,2 |
0,7 |
120 |
108 |
0,035 |
0,125 |
10 |
106 |
| Fangos activados |
0,2 |
0,7 |
120 |
108 |
0,030 |
0,08 |
5 |
106 |
| Procesos F-Q |
0,2 |
0,7 |
120 |
108 |
0,060 |
0,130 |
20 |
107 |
| MBR |
0,2 |
0,2 |
120 |
108 |
0 |
0,020 |
<2 | <102 |
Si se compara la eficacia de un MBR sumergido con otros dos procesos: un tratamiento convencional de Fangos Activos (TCLA) más un tratamiento terciario (TT) y un digestor anaerobio (DA). Los porcentajes de reducción manifiestan una gran capacidad de eliminación de los dos primeros sistemas con valores parecidos de reducción de materia orgánica, siendo un poco mejor los valores obtenidos con el sistema MBR. Estos resulta- dos coinciden con los obtenidos al comparar un sistema MBR de ultrafiltración con un tratamiento convencional de lodos activados suplementado con un tratamiento terciario mediante ultrafiltración. La mayor diferencia entre los sistemas analizados se encuentra en la eliminación de nutrientes. Mientras que la reducción de nitrógeno es mayor en el sistema MBR, debido probablemente a que se trabaja con concentraciones altas de fangos mejorando el proceso de nitrificación y desnitrificación, la eliminación de fósforo es muy pobre. Debido a esto, en función del uso del agua, sería necesario un tratamiento posterior al MBR para reducir este parámetro. En cuanto al digestor anaerobio, los valores obtenidos sugieren la inclusión de posteriores tratamientos para aumentar la calidad del agua tratada.
|
Porcentaje de reducción de los parámetros fisicoquímicos en diferentes sistemas de tratamiento de aguas |
|||
|
Parámetro |
MBR sumergida |
TCLA + TT |
DA |
|
SS |
99,6 |
98,9 |
63,3 |
|
DQO |
95,5 |
94,0 |
66,9 |
|
DBO7 |
99,6 |
99,3 |
77,6 |
|
COT |
94,8 |
93,9 |
68,7 |
|
NKT |
97,7 |
91,7 |
6,7 |
|
NH4-N |
98,6 |
91,6 |
-10,0 |
|
PT |
41,5 |
95,7 |
27,2 |
Parámetros Biológicos
La instalación de la tecnología MBR para la reutilización de agua tratada se presenta como uno de los sistemas más convenientes debido a su excelente capacidad para eliminar patógenos. A pesar de que los tratamientos convencionales consiguen eliminar gran parte de los sólidos suspendidos y de la carga orgánica, el efluente procedente de los tratamientos secundarios todavía contiene un gran número de patógenos, haciendo necesario la instalación de tratamientos terciarios para obtener una adecuada desinfección del agua. Además, el sistema MBR, al combinar la separación física de la membrana con la conversión biológica para la eliminación de microorganismos, no presenta los problemas de aparición de productos tóxicos generados en otros tratamientos de desinfección como la cloración.
Los principales patógenos que determinan la calidad del agua son las bacterias, virus, nemátodos y protozoos. Teniendo en cuenta que el tamaño de las bacterias (coliformes) oscila entre 0,6-1,3 μm de diámetro y 2-3 μm de altura, se espera que la retención de éstas por los sistemas MBR sea muy alta, llegando a su totalidad para membranas que utilizan ultrafiltración. Debido a esto, para asegurar la calidad del efluente en los procesos que disponen del sistema MBR, sería conveniente un indicador que fuera menor que el tamaño del poro de la membrana. En este sentido, se propone los bacteriófagos como el indicador más adecuado, ya que se parecen a los virus en su morfología, estructura, tamaño y comportamiento.
Como ya se ha comentado, la eliminación de patógenos o desinfección en el sistema MBR se lleva a cabo mediante los mecanismos de filtración física a través de los poros, la actividad biológica de la materia en el tanque y la actividad física y biológica de la capa que se forma en la superficie de la membrana.
La capacidad de eliminación de microorganismos patógenos por parte de la tecnología MBR ha sido estudiada por diferentes autores. Han presentado rangos de reducción de bacterias entre 6 y 7 log10 ucf/100 ml y de virus entre 4 y 6 log10 ufp/100 ml. Las concentraciones de microorganismos presentes en el permeado se encuentran por debajo de los valores límites necesarios para reutilizar el agua depurada, tanto para usos industriales como urbanos. Resultados muy similares se obtienen cuando se compara este sistema con una planta convencional de Fangos activos más un tratamiento terciario con cloro. No obstante, se considera necesario la inclusión de un tratamiento de desinfección posterior al sistema MBR en los meses de verano.
La alta capacidad de eliminación de virus en el sistema MBR no se debe a la filtración física, sino que se produce mediante la adsorción de los microorganismos en la materia suspendida y mediante la retención en la capa de sólidos o biofilm que se forma en las superficies de las membranas, aumentando la retención a medida que aumenta el tamaño de ésta. Si esta capa crece demasiado se produce el fenómeno de ensuciamiento de la membrana. Tema que trataremos en profundidad en un próximo post de este blog.
Aguas industriales EDAR la Rioja
Bioreactor de Membranas para aguas industriales
Ensuciamiento de membranas en un MBR ¿Sabes cómo resolverlo?
El ensuciamiento de las membranas en un MBR condicionan la operación y el mantenimiento de estos sistemas y limitan su vida útil. Para optimizar esto, es importante un buen diseño que considere las características del agua a tratar y las de la membranas a utilizar, además de propiciar unas condiciones de operación adecuadas. En el mundo de los tratamientos de aguas residuales industriales, cada vez tienen más importancia los protocolos de limpieza de las membranas y su adaptación en el tiempo, con la utilización de productos y reactivos adecuados. Es recomendable que estos protocolos deben ir acompañados cuando sea necesario, del análisis y estudio de la membrana a nivel de laboratorio.

Ensuciamiento de membranas en un MBR
Para poder optimizar tanto las condiciones de operación como los protocolos de limpieza, cada vez son más necesarios estudios de laboratorio, así como ensayos destructivos de Autopsias de Membrana, que permitan localizar, evaluar y corregir ensuciamientos, roturas y disfunciones de los sistemas de membrana.
La continua acumulación de materia, tanto orgánica como inorgánica, sobre la superficie de la membrana forma una capa de sólidos, que si bien es beneficiosa para la eliminación de patógenos, se convierte en un gran inconveniente cuando crece demasiado. Todos los trabajos revisados consideran el ensuciamiento como uno de los mayores problemas que impiden el correcto funcionamiento de la membrana.
Entre los factores que influyen en el ensuciamiento destacan el material de la membrana, las características del lodo, las características del agua alimentada y condiciones de operación. Los principales efectos del ensuciamiento son:
– El taponamiento de los poros.
– La reducción del flujo de agua a través de la membrana.
– El aumento de la diferencia de presión entre ambos lados de la superficie de la membrana.
La limpieza se realiza inicialmente mediante tratamientos físicos, pasando agua del permeado a contracorriente o parando el proceso de filtración consiguiendo que la capa se caiga por gravedad. Se considera necesaria esta limpieza cuando la acumulación de sólidos, en membranas que trabajan con microfiltración, se encuentra por encima de 3 gramos por metro cuadrado de superficie. En caso de que este tratamiento sea insuficiente, la limpieza se realiza con productos químicos.
Actualmente, las investigaciones se centran en el desarrollo de nuevos materiales, ya sea mediante la modificación física de membranas o la incorporación de nuevos materiales a las membranas comerciales y en el uso de membranas dinámicas, mediante la formación de capas protectoras con el objetivo de reducir el problema del ensuciamiento.
Aguas industriales EDAR la Rioja
Ensuciamiento de membranas en un MBR
MBR para el tratamiento de aguas industriales: Comparativo de membranas
La tecnología de membranas es un campo que está en constante crecimiento, hecho que queda patente en el número de marcas comerciales que se ofrecen en el mercado. Actualmente existen en España empresas verdaderamente especializadas, tanto en su implantación como en su mantenimiento y explotación, estás han apostado y siguen apostando por la aplicación del sistema MBR (Birreactor de membranas para aguas industriales) en la industria Agoalimentaria con la utilización de membranas como Zenon, Koch, Toray, Novasep Orelis, Kubota o Alfa Laval. Cada una, con sus características, permiten obtener efluentes aptos ya sea para su vertido a colector, cauce, o su aprovechamiento posterior en reutilización..
A partir de 1960 se produjo una rápida expansión en la utilización de membranas en procesos de depuración de aguas residuales. Este hecho vino motivado tanto por la fabricación de membranas con elevada capacidad de obtención de flujos de permeado, así como por la fabricación de módulos compactos y económicos donde se disponía de grandes superficies de membranas filtrantes en menos espacio comparado con los métodos tradicionales.
El principio de las membranas de filtración es la separación física empleando membranas y un gradiente de presión para forzar el paso de componentes de una disolución a través de una membrana, para obtener una separación sobre la base del tamaño, incluso de la carga molecular. El fundamento es un simple fenómeno de exclusión molecular, limitada por el tamaño de poro de las membranas filtrantes y que funciona en diversos rangos en función del tamaño de sustancias a separar (microfiltración, ultrafiltración nanofiltración y ósmosis inversa). Con independencia del tipo de membrana a utilizar, el fluido a tratar se va a dividir en dos efluentes: “permeado”, o agua filtrada, y “concentrado” o “rechazo”, que se corresponde con el fluido concentrado que contiene las impurezas con mayor tamaño que el tamaño del poro limitante de la membrana.
La presión necesaria para forzar el paso a través de alguna membrana suele ser proporcional al tamaño de los poros, siendo necesario incrementar sustancialmente su magnitud a medida que el tamaño de éstos decrece. Entre ambos lados de la membrana se establece un diferencial de presión denominado “presión transmembrana” y que es utilizado como un parámetro importante asociado al rendimiento del proceso de membranas.
La tecnología de membrana, en principio, tenía limitado su uso y solamente se empleaba como tratamiento de afino o terciario en el proceso convencional de depuración. Los factores principales que limitaron el desarrollo de la tecnología de membrana fueron el elevado coste de inversión y operación y un inadecuado conocimiento de las ventajas potenciales de las membranas en el tratamiento de las aguas residuales industriales.
Sin embargo, con los últimos desarrollos de una nueva generación de membranas de ultrafiltración y microfiltración, más productivas y menos costosas, junto con el endurecimiento de los requisitos de vertido hicieron que surgiera un nuevo concepto de tratamiento biológico: el biorreactor de membrana (MBR) como una modificación de los procesos convencionales de tratamiento biológicos donde se reemplazan los depósitos de decantación secundaria por unidades de membranas.
Los sistemas MBR para el tratamiento de aguas residuales industriales se pueden definir como una tecnología de depuración de aguas residuales que combina el proceso de degradación biológica, denominado “fangos activos”, con la separación sólido/líquido mediante la filtración con membranas. Dependiendo del tamaño del poro, el proceso de separación en la membrana se lleva a cabo mediante microfiltración (MF) o ultrafiltración (UF) y determinará los compuestos que se separan en el reactor.
El empleo de sistemas de tratamiento MBR para la depuración de aguas industriales evita problemas propios de los sistemas convencionales de fangos activos relacionados con la decantación (flotación de fangos, presencia de bacterias filamentosas,…), permitiendo trabajar con altas concentraciones de licor mezcla (con MLSS entre 12-20 g/l). Este hecho supone que el modo de trabajo se realiza con edades de fangos elevadas que, como consecuencia, genera bajas producciones de fangos. Además, este sistema permite la posibilidad de reutilizar los vertidos ya depurados en distintas aplicaciones debido a las altas calidades que se obtienen de agua tratada y a los elevados niveles de desinfección.
MEMBRANAS DE APLICACIÓN EN PROCESOS MBR
La tecnología de membrana es un campo que está en constante crecimiento, hecho que queda patente en el número de marcas comerciales que se ofrecen en el mercado.
En los últimos 10 años la industria agroalimentaria ha utilizado la tecnología MBR con membranas tanto de micro como de ultrafiltración. Sectores tan dispares como industrias elaboradoras de zumos, bodegas, elaboradoras de prefritos ultracongelados, papeleras, industrias cárnicas, ultracongelados de verduras, productos precocinados,… son ejemplos para la utilización eficiente de este tipo de proceso con los diferentes tipos de membranas que en este post se describen. La tecnología MBR para la industria ha conseguido buenos resultados en los efluentes obtenidos para que cumplan sobradamente con los parámetros de vertido exigidos por la legislación.
En la tabla siguiente se muestra una recopilación de varios aspectos técnicos de diferentes membranas comerciales de aplicación en sistemas de MBR para la industria agroalimentaria:
|
|
ZENON |
KOCH |
TORAY |
NOVASEP ORELIS |
KUBOTA |
ALFA LAVAL |
|
|
Nombre comercial |
Zee Weed |
Puron |
TMR |
Pleiade |
Kubota Summerged Membrane Unit |
MFM-100 |
|
|
Material |
PVDF |
PES |
PVDF |
PES, PVDF, Acrilonitrilo |
PE Clorado |
PVDF |
|
|
Tamaño de poro (μm) |
0,034 |
0,05 |
0,08 |
0,02 |
0,4 |
0,2 |
|
|
Configuración de proceso |
Sumergida |
Sumergida |
Sumergida |
Externa |
Sumergida |
Sumergida |
|
|
Tipo de membrana |
Fibra hueca reforzada |
Fibra hueca |
Placa Plana |
Placa Plana |
Placa Plana |
Hoja hueca |
|
|
Tipo de filtración |
Fuera-Dentro |
Fuera-Dentro |
Fuera-Dentro |
Fuera-Dentro |
Fuera-Dentro |
Fuera-Dentro |
|
|
Retrolavado: Trabaja o no con ciclos de retrolavado |
SI |
SI |
NO |
NO |
NO |
NO |
|
|
Recirculación de fango: precisa o no. Caudal recirculado en caso afirmativo. |
4Q |
SI |
3Q |
NO |
NO |
NO |
|
Membrana de fibra hueca reforzada de Zenon

Las membranas de ultrafiltración ZeeWeed (Zenon) son un tipo de una membrana sumergida de fibra hueca reforzada, con un tamaño de poro de 0,034 µm nominal, de funcionamiento “fuera-dentro”, y que actúa por succión suave de entre 0,1/ 0,5 bares máximo. Esta casa comercial ha puesto en el mercado un sistema innovador de aireación (LEAP Aeration Technology) de burbuja gruesa introducida por la parte inferior del módulo. Se caracteriza por una configuración de la línea de aire más sencilla, y con necesidades de aire menores, lo que implica menores consumos energéticos. El hecho de ser una membrana reforzada le hace ser una de las más resistentes, duraderas y flexibles disponibles, teniendo una vida útil de entre 8-10 años. El proceso MBR ZeeWeed, de carácter modular, opera a altos valores de MLSS en el reactor biológico (12-14 g/l, pudiendo llegar a los 20 g/l) frente a los 3.5-5g/l con los que trabaja un sistema convencional de fangos.
Membrana de fibra hueca de Koch (Puron)

Membrana de fibra hueca de Koch
Por su parte, las membranas de Koch (Puron), al igual que las de Zenon, son membranas de ultrafiltración (tamaño de poro de aproximadamente 0.05 µm) de fibra hueca sumergidas, que requieren el mismo espacio, es decir, aportan similares áreas superficiales de trabajo. El extremo inferior de la fibra de la membrana está fijado a un colector mientras que el extremo superior está sellado individualmente con libertad para moverse lateralmente. Para mantener la velocidad de filtración se requiere limpieza con aire a presión a intervalos regulares a través de una boquilla de aire integrada en el centro de cada haz.
Membrana plana de Toray
Por otro lado, y también como membrana de ultrafiltración sumergible, aunque de lámina plana (con configuración en módulos) con una capa de soporte de PET no tejida, se encuentran las membranas de TORAY (Serie TMR), con tamaño de poro nominal de 0,08 µm. En la parte inferior de la estructura modular se encuentra la zona de aireación, consistente en difusores de aire que suministran el aire necesario para evitar acumulaciones de suciedad sobre las membranas.

membranas de TORAY
Estas membranas funcionan por aspiración, según el principio afuera/adentro. Al ser el material de la membrana de PVD se asegura una elevada resistencia ante la utilización de cloro durante las limpiezas.
Membrana plana de Novasep Orelis
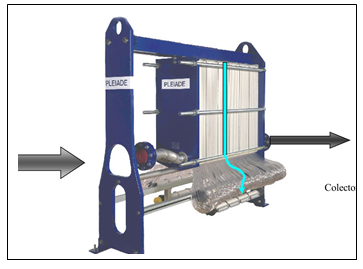
Membrana plana de Novasep Orelis
Se trata de membranas planas de ultrafiltración externas, es decir, su ubicación no es sumergida en ningún tanque. Por lo tanto, es factible la identificación visual del permeado de cada membrana a través de los diferentes colectores de permeado situados en la parte inferior de cada placa.
Estas membranas son capaces de operar con concentraciones de fangos en el reactor biológico de 8 a 20 mg/l, teniendo en condiciones normales de trabajo, presiones trans-membrana (TMP) por debajo de 2 bar (a 25ºC).
Estas membranas tienen larga vida, obteniéndose altos rendimientos en el agua permeada. Disponen de válvulas de cierre individuales para cada placa pudiendo de esta forma aislar individualmente las placas de cara a operaciones de mantenimiento y/o limpieza sin detener la producción.
Membrana MBR para el tratamiento de aguas industriales plana de Kubota
Las membranas planas sumergidas de microfiltración comercializadas por KUBOTA también son utilizadas en sistemas MBR para el tratamientos de aguas industriales. Su configuración es en cassettes, estando conectadas las placas por colectores transparentes por la parte superior. Bajo los cassettes se dispone una parrilla de difusores que, mediante un flujo turbulento, evitan la deposición de fangos sobre las placas. Las membranas están hechas de polietileno clorado con un tamaño de poro nominal de 0.4μm. El agua a tratar se filtra a través de las láminas de membrana y los espaciadores internos por efecto de succión, saliendo a través de los conductos superiores, con presiones transmembrana entre 0.05-0.15 bar. No precisan retrolavados, trabajan por gravedad, las placas son de fácil reposición y alta durabilidad, no existiendo fricción entre las membranas.
Con estas membranas existe la posibilidad de disponer los cassettes no solo alineados sino apilables en 2 pisos. La vida útil de estas membranas se encuentra en torno a los 10 años en condiciones de trabajo adecuadas.
Membrana MBR para el tratamiento de aguas industriales de hoja hueca de Alfa

Membrana MBR para el tratamiento de aguas industriales de hoja hueca de Alfa
Como sistema híbrido de las configuraciones anteriores, ALFA LAVAL comercializa membranas sumergidas de aplicación a sistemas MBR (MFM-100), combinando tanto la tecnología de las membranas de fibra hueca como las planas, creando unas membranas de hoja hueca en PVDF (muy resistente a ácidos, sustancias causticas y procesos de oxidación) de microfiltración (tamaño de poro de 0.20µm). La operación de filtrado se realiza gracias a una diferencia de presión entre el reactor biológico, donde se encuentran ubicadas las membranas, y el tanque de permeado, permitiendo trabajar con concentraciones de licor mezcla de 16 g/l de sólidos en suspensión. En cuanto al funcionamiento de este tipo de membranas, realiza ciclos de filtración/relajación, obteniéndose el permeado en toda la superficie de la membrana. Al igual que las membranas de Kubota, permite su diseño apilable. Opera con una TMP excepcionalmente baja en toda la superficie de la membrana (entre 0.01-0.03 bar), reduciendo de este modo el ensuciamiento. No precisa retrolavados en continuo, las placas son de fácil reposición, no existiendo fricción entre las membranas.
Empresas reconocidas del sector del agua han apostado desde sus inicios por la implantación, explotación y mantenimiento de la tecnología de membranas en numerosos sectores industriales.
Actualmente existen en el mercado diversas posibilidades. Todas ellas pueden ser válidas y aplicables en cualquier sector, sin embargo, es imprescindible un diseño adecuado del proceso de depuración de aguas residuales industriales y de los equipos periféricos a las membranas, así como un correcto criterio de explotación, fruto de la experiencia, para poder implantar y optimizar el funcionamiento de esta tecnología. En ocasiones, es recomendable para establecer estos criterios de diseño de planta y de operación de las membranas, contar con un estudio a nivel de planta piloto.
En este sentido, empresas especializadas en tratamientos de aguas residuales industriales, como es el caso AEMA, en los últimos años han acumulado el conocimiento y experiencia necesaria para llevar a cabo de la mejor manera la implantación y posterior explotación de cualquier tipo de membrana., en sectores tan diversos cómo:
- Tratamientos de aguas para la Industria Láctea.
- Tratamientos de aguas para la Industria Cárnica.
- Tratamientos de aguas para la Industria Conservera.
- Tratamientos de aguas para la industria del Vino.
- Tratamientos de aguas para la Industria Papelera.

Tecnología MBR para Reutilización de Agua Depurada en Riego de Zonas Verdes
 La sociedad de hoy día está cada vez más concienciada respecto a la escasez de uno de nuestros bienes más preciados: el agua y, más concretamente, el agua dulce. En vista de ello, la Administración dirige sus esfuerzos hacia la minimización en su gasto, su depuración para la reutilización cuando sea posible, y para su vertido sin perjuicios para el cauce receptor en todo caso. En este sentido, surge el Real Decreto 1620/2007, de 7 de diciembre, por el que se establece el régimen jurídico de la reutilización de las aguas depuradas. En él se establecen las normas mínimas de calidad que debe cumplir un agua depurada para poder ser reutilizada según el uso al que se vaya a destinar. Se regulan parámetros físico/químicos y parámetros microbiológicos, básicamente: nematodos intestinales, Escherichia coli, sólidos en suspensión, turbidez y, en algunos casos además puede regularse Legionella spp, Salmonella spp y otros contaminantes específicos según el uso.
La sociedad de hoy día está cada vez más concienciada respecto a la escasez de uno de nuestros bienes más preciados: el agua y, más concretamente, el agua dulce. En vista de ello, la Administración dirige sus esfuerzos hacia la minimización en su gasto, su depuración para la reutilización cuando sea posible, y para su vertido sin perjuicios para el cauce receptor en todo caso. En este sentido, surge el Real Decreto 1620/2007, de 7 de diciembre, por el que se establece el régimen jurídico de la reutilización de las aguas depuradas. En él se establecen las normas mínimas de calidad que debe cumplir un agua depurada para poder ser reutilizada según el uso al que se vaya a destinar. Se regulan parámetros físico/químicos y parámetros microbiológicos, básicamente: nematodos intestinales, Escherichia coli, sólidos en suspensión, turbidez y, en algunos casos además puede regularse Legionella spp, Salmonella spp y otros contaminantes específicos según el uso.
Los biorreactores de membrana comúnmente llamados M.B.R. (Membrane BioReactor), proceso que consiste en un reactor biológico con biomasa suspendida y una unidad de membranas para la filtración del licor mezcla, están encontrando su sitio en el mercado y desplazando a los procesos convencionales de fangos activados. Entre sus principales causas de éxito se encuentra la capacidad para eliminar bacterias y virus del agua residual, además de sus funciones principales de eliminación biológica de la materia orgánica y separación física de las fases sólidas y líquidas. Es por ello que los sistemas M.B.R. se presentan como un tratamiento compacto y completo para proveer un agua tratada de gran calidad apta para su reutilización.
Precisamente, las últimas investigaciones se centran en la capacidad de desinfección de los sistemas MBR. y en los parámetros que la afectan.
En este sentido, la tecnología M.B.R. destaca por su capacidad de obtención de un efluente de gran calidad. La elevada capacidad de los sistemas MBR. en cuanto a eliminación biológica de materia orgánica y separación de las fases sólida / líquida queda demostrada en las múltiples experiencias existentes en todo el mundo: este sistema ha mostrado rendimientos muy superiores a las tecnologías más convencionales en la eliminación de materia orgánica, así como en la retención de sólidos, consiguiendo efluentes con una calidad muy superior en lo que a parámetros físico/químicos se refiere. La empresa AEMA cuenta con numerosas plantas de tratamiento de aguas residuales implantadas con tecnología M.B.R. que consiguen rendimientos superiores a sus homólogas con tecnología de fangos activados.
Pero además de estas cualidades, esta tecnología ha demostrado su capacidad para producir efluentes con elevada calidad también en cuanto a parámetros microbiológicos. De este modo, la demanda de agentes desinfectantes se elimina o, cuando menos, se reduce, con lo que la producción de subproductos nocivos provenientes de la desinfección con agentes desinfectantes es minimizada (por ejemplo, cloroaminas…).
MBR