




Tag Archives: reutilización
AEMA, al servicio de la industria textil.

AEMA, al servicio de la industria textil
AEMA, al servicio de la industria textil
La industria textil consume grandes cantidades de agua (aproximadamente 80-150 L por 1 kg de tela), energía y productos químicos auxiliares por lo que genera una gran cantidad de agua residual. Estos efluentes se caracterizan por poseer elevadas concentraciones de colorantes, contaminantes orgánicos refractarios, compuestos tóxicos, componentes inhibidores, tensioactivos y componentes clorados, por lo que son vertidos problemáticos para una depuración por fangos activos convencional.
Casi todos los procesos de tinte dejan un color residual en el efluente. La proporción de tinte no fijado varía entre cantidades casi insignificantes para pigmentos hasta cerca del 50% para tintes reactivos. Esto es problemático debido a su alta resistencia a la biodegradación (con la mayoría de las plantas CAS o fangos activos convencional eliminando no más del 50% de color sintético) combinado con la intensidad del color.
El color fuerte impartido por la mayoría de los tintes, exige la eliminación a concentraciones muy bajas antes de la descarga para consentimientos basados en el color. Los tintes insolubles, pueden eliminarse físicamente mediante una membrana microporosa, mientras que los tintes biorefractoriales solubles solo son rechazados por membranas densas (ósmosis inversa o posiblemente nanofiltración).
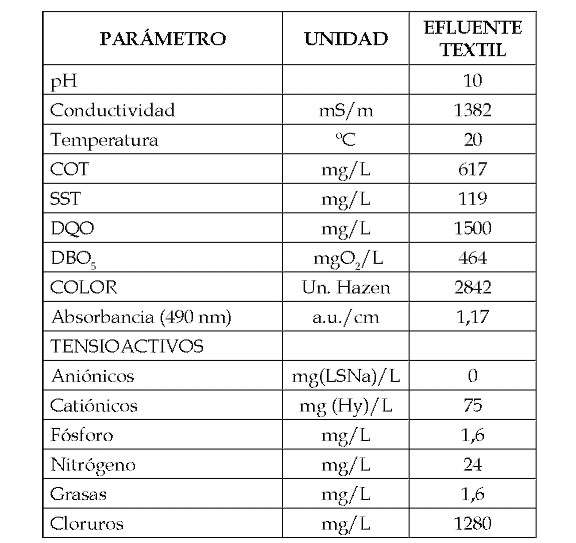
Composición típica efluente sintético industria textil
MBR en el tratamiento de aguas residuales textiles
La tecnología MBR contribuye a un desarrollo más sostenible de la industria textil mejorando significativamente la calidad del agua residual tratada, lo que contribuye a reducir el consumo de agua (“fresca” o make up) y la descarga de contaminantes.
Los MBR permiten un tratamiento biológico más intensivo que el alcanzado con CAS (Fango Activo Convencional) mediante la extensión de la SRT (“Edad del Fango”), consiguiendo un mayor tiempo de retención de sólidos que funciona de manera independiente del tiempo de retención hidráulica (HRT). Si bien no es menos cierto que el tratamiento aguas abajo parece ser necesario si la calidad del agua del producto requerida se basa en el color.
La evidencia de los estudios piloto de MBR y plantas en operación a nivel mundial sugieren que, si la eliminación de DQO de los efluentes textiles puede superar el 90%, la eliminación del color soluble a menudo no supera el ~ 75%. La eliminación es muy variable y depende de la condición del lodo, ya que la naturaleza biorefractorial de los tintes significa que el mecanismo principal de eliminación es la adsorción. Esto es análogo al comportamiento reportado de los productos farmacéuticos y de cuidado personal y metales, donde los niveles de metales residuales en el agua tratada del MBR son aproximadamente la mitad que los del CAS.
Las técnicas de membrana se aplican para el tratamiento de determinados efluentes y permiten la reutilización de las aguas residuales, así como, en ocasiones, la recuperación del producto retenido en la membrana para su posterior reutilización. Dado que las características de la membrana permeable deben ser específicas para un tipo concreto de contaminante, es importante la segregación de efluentes. De no ser así, se corre en peligro de obstruir la membrana (si el contaminante tiene un diámetro superior al del poro de esta) o, en caso contrario, de no conseguir tratamiento alguno. Pueden ser aplicadas en efluentes procedentes de operaciones de tintura, de desencolado, etc.
Las principales características de los tratamientos con técnicas de membrana son las siguientes:
Principales beneficios medioambientales
- Reducción del consumo de agua en un 60%.
- Disminución de la emisión de aguas residuales en un 60%.
- Reducción de la carga contaminante de las aguas residuales.
- Posible reducción del consumo de reactivos.
Posibles adversidades
- Este sistema de tratamiento implica un consumo de energía importante (aproximadamente 20 kWh/m3).
- Los residuos resultantes, en caso de que no puedan ser reutilizados, deben ser gestionados como residuos peligrosos.
Aplicabilidad
- Esta técnica se puede aplicar a todas las industrias de acabado que dispongan de un sistema de segregación de los diferentes efluentes residuales.
Sin embargo, el MBR ofrece una clara ventaja (efluente de altísima calidad frente a un CAS) cuando la reutilización es el objetivo final. A gran escala la tecnología MBR aplicada a la reutilización de aguas residuales en fábricas textiles, indica el uso de RO (Ósmosis Inversa) aguas abajo para eliminar el color residual. El MBR proporciona un efluente de bajo SDI (Silt Density Index o Índice de colmatación) adecuado e inmejorable post MBR (0,04 um poro) para la purificación aguas abajo por RO o NF sin necesidad de otro tratamiento que no sea la filtración por cartucho de seguridad (5 um) antes de la bomba de alta presión.
Experiencia AEMA
Más de 60 instalaciones industriales con tecnología MBR en España.
…Los campos de fútbol reglamentarios tienen 7.140 m2. Un módulo tipo fibra hueca sumergida ZeeWeed500D tiene 34,4 m2. De donde podemos afirmar que llevamos cubiertos más de 20 campos de fútbol en toda España comparando superficies y un caudal diario tratado en la industria nada depreciable de más de 34.000 m3/d.
Aema, con más de dos décadas de experiencia en esta tecnología de membranas de fibra hueca sumergida y sus continuas mejoras en flujo, mayor permeabilidad, reducción en la utilización de energía y un aumento sustancial de la vida útil de la membrana; ha conseguido posicionarse como líder EUROPEO en la implantación en clientes industriales que han apostado por esta solución.
- Membranas con los mayores avances en tecnología como Ecoaireación y LEAPmbr (Lower energy advance performance).
- Membranas de mayor duración con >13 años de operación continua (vida comprobada).
- Rendimiento optimizado con bajo consumo de energía y diseño compacto para biorreactores de membrana de gran envergadura cuando la calidad y la confiabilidad son esenciales.
En la industria textil, referencias reportadas desde el año 2001:

Referencias del sector textil (GE)
AEMA, al servicios de la industria textil
Depuradora de aguas residuales en el sector cervecero
Depuradora de aguas residuales en el sector cervecero: mediante tecnología anaerobia (UASB) + MBR
“Con el binomio UASB+MBR, AEMA garantiza para esta planta, menores costes de inversión, operación (CAPEX y OPEX) y una instalación compacta y ampliable.”
Aema, empresa española dedicada al tratamiento de aguas y depuración de vertidos industriales, apuesta de manera estratégica por nuevos diseños, persiguiendo la óptima gestión de la hidroeficiencia energética, la reutilización y la mejora medioambiental. Para ello, ejecuta instalaciones que incluyen nuevas tecnologías, en colaboración y alianzas con grandes empresas multinacionales, y con la confianza de los clientes y grupos empresariales usuarios finales de estas plantas de tratamiento.

EDARi La Zaragozana
Las industrias del sector de alimentación y bebidas generan aguas con alta concentración de materia orgánica compleja y de difícil degradación, como aceites y grasas. En la actualidad, estas aguas se tratan mediante procesos convencionales que requieren de un elevado consumo energético y producen una gran cantidad de fangos, y se desaprovecha su potencial de producción de biogás.
El Área de Ingeniería de AEMA continúa ampliando su cartera de referencias de depuración de aguas residuales en el sector cervecero. En este caso, el proyecto desarrollado se refiere a la la depuradora de aguas residuales de la fábrica de cerveza española con sede en Zaragoza, La Zaragozana, conocida comercialmente como Cervezas Ámbar.

Esquema general de la planta
1.Introducción
Con esta actuación, La Zaragozana, demuestra su compromiso con el medio ambiente, promoviendo y emprendiendo diferentes actuaciones que permiten el desarrollo y crecimiento de la compañía de manera sostenible. En el diseño de esta planta, Aema ha incorporado soluciones que garantizan menores costes de inversión y mantenimiento, así como la consecución de una instalación compacta y ampliable, según necesidades.
El comportamiento sostenible y socialmente responsable de la industria, mejora su posicionamiento, ayuda a reducir costes, atrae inversión y minimiza riesgos.
2.Tecnología Anaerobia (UASB) + MBR
El acuerdo contraído con La Zaragozana, incluye diseño, construcción, puesta en marcha, operación y mantenimiento durante varios años. Esta depuradora ha sido el fruto de meses de intenso trabajo para Aema, analizando las demandas del cliente y su objetivo de contar con una depuradora moderna, flexible y con exigentes garantías de vertido. Tras la exploración de diversos escenarios y tecnologías disponibles, se ha optado por la combinación de dos tecnologías con el binomio UASB+MBR: reactor anaerobio tipo UASB (Upflow Anaerobic Sludge Blanket), combinado con un reactor aerobio con tecnología MBR (reactor biológico de membranas).
Ambas tecnologías complementarias, permiten la eliminación de la demanda química de oxígeno (DQO) disuelta en los reactores biológicos y de la materia particulada en suspensión (SPM) rechazada por la membrana, dando lugar a un efluente de calidad incluso superior a la exigida por la legislación vigente para vertidos de aguas al río.
3.EDARi La Zaragozana
La EDARi, con una capacidad de tratamiento proyectada de 3.300 m3/d, integra las tecnologías anaerobia UASB y aerobia biorreactor de membrana (MBR) para la depuración biológica del vertido industrial de la cervecera.
Para este proyecto en concreto, las principales premisas que se han tenido en cuenta a la hora de diseñar la solución final han sido las siguientes:
- Reducción de la máxima DQO con el mínimo coste energético.
- Optima y mayor generación de biogás.
- Aprovechamiento del espacio disponible, con un diseño que optimiza la superficie de suelo industrial.
- Mínimo coste de canon de vertido.
- Pay back de la inversión.
Todas estas premisas han sido determinantes para seleccionar un diseño basado en el proceso anaerobio UASB+MBR como la solución más adecuada para tratar este tipo de vertido.
4.Diseñar, sin perder de vista el futuro
Un buen diseño, lo hace todo más fácil. El éxito de una instalación depuradora de aguas residuales (EDAR), depende de su capacidad de operar asegurando de manera sostenida, el cumplimiento de los parámetros de vertido, en relación a la carga contaminante influente.
¿Cómo se consigue esta situación de fiabilidad y con costes de operación asumibles?
La versatilidad del diseño permitirá futuras optimizaciones con el objetivo de reutilizar el agua depurada – agua regenerada – en los procesos internos de fábrica y que la planta de Zaragoza, se anticipe una vez más a nuevas exigencias de acuerdo con los estándares medioambientales de la compañía. Las posibilidades de reuso del agua depurada mediante tecnología de membrana (ej. Ósmosis Inversa) y desinfección (ej. Ultravioleta) buscarán mejorar a futuro el ratio de utilización de agua en la industria cervecera.
5.Ventajas tecnológicas

Esquema de un reactor BIOTIM® UASB
Esta nueva depuradora en el sector cervecero, confirma las ventajas intrínsecas de la tecnología anaerobia (UASB) que la hacen económica y tecnológicamente muy ventajosa frente a otras tecnologías de depuración.
En los tratamientos anaerobios no se requiere oxígeno (ahorro energético), se genera menor cantidad de lodo (residuos sólidos) y se produce un subproducto con alto valor agregado como es el biogás, susceptible de ser aprovechado.
- Bajo consumo energético y simplicidad del funcionamiento.
- Baja producción de fangos.
- Los lodos se conservan (sin alimentación) por largos periodos de tiempo.
- Bajos requerimientos nutricionales.
- Reducida superficie de implantación.
- Bajo consumo de productos químicos.
- Reducción de costes de tratamiento.
- Generación de biogás, que puede ser aprovechado como fuente de energía renovable.
- Posible valorización de la biomasa en el mercado.
- Diseño robusto, alto volumen de biomasa activa, resistencia a las perturbaciones de carga y temperatura con la más alta tasa de eliminación de DQO.
Para cerrar el círculo, aprovechando el contenido energético del biogás producido, la instalación se completa con la instalación de una estación de intercambio de calor en fases: precalentamiento del vertido con efluente depurado y calentamiento posterior con ayuda de una caldera de agua caliente.
Para la combustión del biogás y dando cumplimiento a la normativa vigente (RD 1042/2017) procedemos a la “desulfuración” del gas mediante un bioscrubber: un equipo que evita el consumo de producto químico empleando el fango activo del reactor aerobio como medio lavador de sulfuros.


En cuanto a la tecnología MBR, Aema es la firma española y primera en Europa en instalar y poner en marcha la nueva configuración de membranas de fibra hueca, ofreciendo lo más novedoso y viable, técnica y económicamente a la industria alimentaria, con más de 60 instalaciones en operación en todos los sectores. En este caso, esta tecnología, puede utilizarse como un proceso independiente o para “pulir” los vertidos pre tratados anaeróbicamente a una calidad adecuada e inigualable para su reutilización, cumpliendo además con los más estrictos límites de descarga en términos de MO, SS y nutrientes (N,P).

Instalacion MBR
Entre sus ventajas se encuentran:
- Fácil operación y mantenimiento
- Rápida implantación e integración con sistemas existentes
- Reduce o elimina la desinfección
- Baja presión transmembrana (TMP) de operación
- Cumple con los límites más estrictos para materia orgánica, SS y nutrientes
- La vida de servicio útil de la membrana puede ser mayor a 10 años
- Ultra compacto, bajo espacio de implantación
- Reduce producción de lodos y costo asociado de deshidratación más gestión
- Eliminación de los problemas inherentes a la decantación del fango
- Efluente de altísima calidad, apto para reutilización
Una ventaja importante del proceso de bioreactor de membrana, es que los sólidos del fango y biomasa, son totalmente retenidos en el bioreactor. Esto significa que el tiempo de retención de sólidos (SRT) en el bioreactor, se puede controlar completamente por separado del tiempo de retención hidráulico (TRH). Esto es diferente del proceso CAS o fango activado convencional, donde los “flóculos” que componen la biomasa, tienen que crecer en tamaño hasta el punto donde puedan sedimentar en el clarificador secundario. En un CAS, el TRH y SRT van acoplados, ya que el tamaño del flóculo y su sedimentabilidad está ligada al TRH.
Por último, el tiempo de retención de sólidos (SRT) tiende a proporcionar un mejor biotratamiento total. Esta condición favorece el desarrollo de los microorganismos de crecimiento más lento, específicamente nitrificantes. Los MBRs entonces son especialmente eficaces en la eliminación de N (nitrificación).
6.Resumen
Después de más de 15 años de operación con la tecnología MBR, AEMA ha sido capaz de innovar en la aplicación de esta tecnología en el sector industrial alimentario, mejorando los sistemas de control y autogestión, optimizando las estrategias de operación, adaptando los protocolos para traducirlos en un funcionamiento estable a lo largo del tiempo y con los más bajos costes de mantenimiento. Funcionan actualmente plantas instaladas y mantenidas por AEMA con esta tecnología, que operan en la actualidad con aquellas membranas originales de hace más de 15 años.
La fórmula y garantía de éxito de AEMA a lo largo del tiempo, descansa en haber dado forma y comprendido la ecuación y sinergia entre:
Estrategias de Control + Hidráulica + Proceso Biológico = AemaMBR
Para entender este concepto es importante darse cuenta de que TODAS las membranas sumergidas tienen un biofilm que debe gestionarse con el conocimiento que brinda la experiencia. Proactividad trabajando al servicio del cliente desde nuestros departamentos de E&M (Explotación y Mantenimiento), laboratorio de bioindicación y análisis, ingeniería de diseño, I+D.
La experiencia de AEMA en vertidos industriales, unida en esta planta depuradora a Waterleau (multinacional especialista en tecnología anaerobia), como socio tecnológico, prevé garantizar el resultado óptimo de este proyecto, tanto desde el punto de vista del sistema de depuración propuesto, como desde el punto de vista de la eficiencia energética, el aprovechamiento del exceso del biogás (calor) generado para la producción de fábrica y el calentamiento del vertido de la depuradora.
Luis Carlos Martínez Fraile (Director Técnico en Grupo AEMA)
Alicia Torres Fraile (Directora de I+D+i del Grupo AEMA y Directora Técnica en LABORATORIOS ALFARO)
Jorge Eduardo Rodríguez Rojo (Ingeniero Comercial. Gestor del proyecto La Zaragozana)
Depuradora de aguas residuales en el sector cervecero
Artículo técnico publicado en la revista FUTURENVIRO
Cómo obtener el permiso de reutilización de aguas
Reutilización de aguas ¿Cómo obtener el permiso?
En el caso de que se esté planteando aprovechar las aguas residuales de su industria y reutilizarla, deberá obtener un permiso de reutilización de aguas. Para ello, deberá seguir la tramitación ordinaria de cualquier concesión de aguas públicas. Es preciso que este procedimiento esté acompañado de un informe vinculante de la autoridad sanitaria.
Según el R.D. 1620/2007 por el que se establece el Régimen Jurídico de la Reutilización de las Aguas Depuradas, hay tres procedimientos diferenciados para obtener una concesión y dependerá de quién sea el solicitante:
1. El solicitante es primer usuario de la concesión de aguas
Cuando quien es ya concesionario de la primera utilización, solicita permiso de reutilización de aguas, sin competencia de proyectos. Es conveniente subrayar que en el caso de uso agrícola es necesario acreditar la titularidad de las tierras a regar.
2. El solicitante es titular de autorización de vertido
Trata las peticiones formuladas por quien es titular de una autorización de vertido, en cuyo caso solo se precisa una modificación de autorización de vertido. Como ocurre en el caso anterior, la entidad física o jurídica que vaya a solicitar el permiso de reutilización de aguas deberá presentar el modelo de solicitud incluido en el Anexo II del RD y acreditar la titularidad de las tierras a regar, en caso de que sea necesario.
3. El solicitante es un tercero que no es concesionario de la primera utilización ni titular de la autorización de vertido
En el caso de quien no es ni concesionario de la primera utilización ni titular de la autorización de vertido, remitiéndose al procedimiento general de tramitación de concesiones establecido en el RDPH. Este procedimiento implica, por tanto, presentar el proyecto de reutilización de aguas cuyo resumen se recogerá en la solicitud según el modelo normalizado del Anexo II del RD de reutilización.
En este caso se incluyen todos aquellos generadores de aguas residuales que reciben su agua de la red municipal, en cuanto que no son titulares de concesión administrativa y, por tanto, no pueden acogerse a la vía excepcional de tramitación sin competencia que establece el artículo 8.
Junto a la solicitud, cuyo modelo normalizado se recoge en el Anexo II del RD de reutilización, el peticionario deberá presentar un proyecto de reutilización de aguas. 2.2. 12 Aplicación del RD de Reutilización.
Los plazos de los procedimientos son de 18 para la concesión de y 6 meses para la autorización, según lo establecido en la Ley de Aguas y el RDPH. Una vez transcurrido el plazo correspondiente el solicitante deberá considerar desestimada su petición, ya que en ningún caso se entenderá otorgada la concesión por silencio administrativo.
En la siguiente figura se recoge el procedimiento que deben seguir los solicitantes para obtener el permiso de reutilización de aguas.
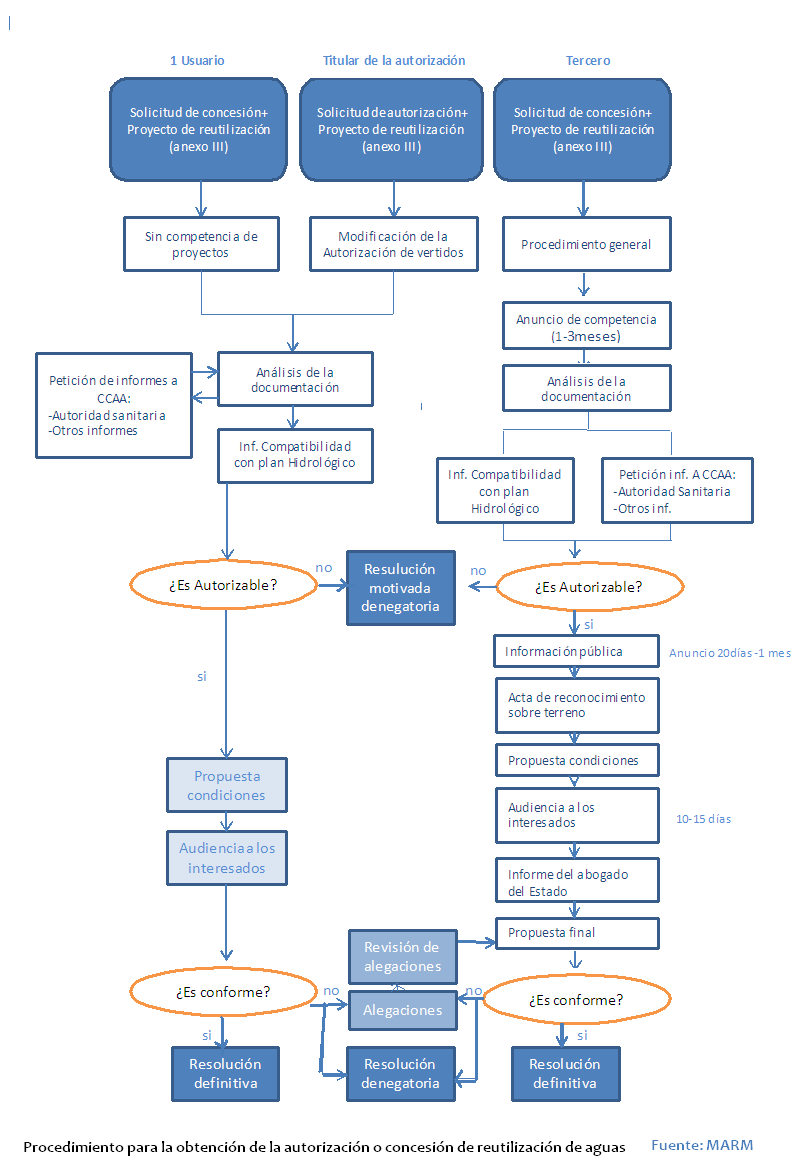
Procedimiento para obtener la autorización o concesión de reutilización de aguas (Fuente: Marm)
Si necesita asesoramiento, no dude en contactar a través de comercial@aemaservicios.com
Reutilización de agua depurada mediante reactores biológicos de membrana (MBR).
Reutilización de agua depurada

C:\Users\Cesar64\Desktop\Reutilización_de_agua_depurada.png
Actualmente, el uso de agua tratada procedente de estaciones depuradoras supone una prometedora solución al problema de la falta de recursos hídricos que sufren muchos países (Lawrence et al., 2002). No obstante, es necesario contemplar los posibles riesgos que podría conllevar su uso (Salgot et al., 2006; Huertas et al., 2008) para regular su ámbito de utilización y la calidad necesaria. Por lo tanto, es preciso establecer unos límites estándares de los diferentes parámetros químicos y biológicos a controlar.
En 1991, La Comunidad Económica Europea desarrolló una directiva para la recogida, tratamiento y descarga de aguas residuales urbanas y de algunos sectores industriales. En ésta, ya se contemplaba la posibilidad de reutilización del agua tratada siempre que sea apropiado (Directiva 91/271/EEC, Artículo 12). En el año 2000, la Unión Europea reunió y adaptó diferentes directivas y estableció el marco legislativo en el campo de la política de aguas (Directiva 2000/60/EC). Se establecieron unas directrices en función de parámetros físico-químicos, biológicos e hidromorfológicos para asegurar la calidad del agua. A partir de esta directiva, países como España o Italia han redactado su propia legislación (Real Decreto 1620/2007, 2007; Italian Decree nº85, 2003) en la que se recogen los criterios de calidad para la utilización de aguas regeneradas según los usos. En concreto, en España, el RD 1620/2007 (Real Decreto 1620/2007, 2007) contempla para las aguas depuradas cinco tipos de usos diferentes: urbano, agrícola, industrial, recreativo y ambiental. En él se determinan los valores límite de los parámetros de calidad y los criterios que marca la legislación española en función del uso del agua.
Igualmente, En Estados Unidos, la Agencia de Protección Medioambiental (EPA) redactó en 2004 la Guidelines for Water Reuse (EPA/625/R-04/108, 2004) en la que se exponen los diferentes riesgos existentes, los posibles usos del agua procedente de estaciones depuradoras y los criterios de calidad en cada estado.
En este sentido la Organización Mundial de la Salud (OMS) presentó hace 4 años una guía en la que se recomienda unos valores límite para una serie de parámetros biológicos (bacterias, virus, nemátodos, etc) que garanticen que no existe un riesgo para la salud al reutilizar agua depurada (WHO, 2006)
Reutilización de agua depurada
Debido a los límites establecidos por la legislación y teniendo en cuenta la calidad del agua depurada que sale de los tratamientos secundarios convencionales, es necesaria la inclusión de mejoras en los tratamientos secundarios y/o la inclusión de tratamientos terciarios para la obtención de un agua que pueda ser reutilizada (de Koning, et al., 2008)
2.- Tecnología MBR
Entre los diferentes procesos que se han desarrollado en los últimos años para alcanzar la calidad requerida para la reutilización de agua, los reactores biológicos de membrana (MBR) tienen especial interés debido a la acción combinada del tratamiento biológico del reactor y la filtración mediante membranas (separación física). Dependiendo del tamaño del poro, el proceso de separación en la membrana se lleva a cabo mediante microfiltración (MF) o ultrafiltración (UF) (Judd et al., 2003). En la Figura 1 se muestra los diferentes grados de separación de los compuestos presentes en el agua en función del tamaño del poro de la membrana.
Esta tecnología es similar al sistema de lodos activados convencional con la diferencia de que la separación sólido/líquido se realiza mediante filtración de membranas y no mediante sedimentación en un decantador secundario.
Existen dos sistemas diferentes en función de la configuración de los mismos: reactores biológicos de membrana externos, en los que el módulo de membranas se encuentra fuera del reactor y reactores biológicos de membrana sumergidos, en las que el módulo se encuentra sumergido en un reactor biológico o en un tanque anexo (Melin et al., 2006; Wisniewski, 2007).
Las principales ventajas de un sistema MBR en comparación con los sistemas convencionales de lodos activados son:
– Necesidad de menor volumen de reactor debido a la mayor concentración de sólidos suspendidos en el licor mezcla.
– Desarrollo de biomasa especializada. Debido a las elevadas edades de fango a las que trabajan estos sistemas es posible el desarrollo de biomasa especializada en degradar compuestos específicos con los que están en contacto. Esta capacidad es muy interesante para el tratamiento de efluentes que presentan sustancias difíciles de degradar, como ocurre en determinados sectores industriales.
– Mayor estabilidad ante sobrecargas. Debido a la elevada concentración de sólidos con la trabajan estos sistemas y a la elevada edad del fango que se establece, los sistemas MBR presentan mayor estabilidad que los sistemas convencionales en episodios de picos de caudal, carga o ante cambios bruscos en el efluente a la planta. Esta cualidad convierte a estos sistemas en tecnología especialmente adecuada para los vertidos industriales que presentan un comportamiento estacional, como son la el sector conservero, bodeguero, etc.
– Aumento de la calidad del efluente. Se consiguen rendimientos muy superiores en eliminación de compuestos orgánicos, nutrientes y microorganismos. En función de la calidad conseguida y del uso posterior, el efluente puede ser reutilizado directamente (Brepols et al., 2008) o puede servir como alimentación de tratamientos posteriores (ej. ósmosis inversa, Lawrence et al., 2002).
– Posibilidad de adaptarse fácilmente a las plantas de fangos activos ya existentes (Coté et al., 2004), muy indicado en aquellos casos de plantas sobrecargas que necesitan una ampliación.
Los principales inconvenientes están asociados a los costes de instalación y de mantenimiento. En este sentido se están reduciendo considerablemente los costes asociados a medida que la tecnología va siendo aplicada, ya que por un lado, el precio de la membrana es más asequible y, por otro, se ha mejorado tanto en los materiales de ésta como en la implantación del sistema, reduciéndose así los costes de explotación y mantenimiento. Operacionalmente, uno de los problemas más importantes que sufren este tipo de sistemas se debe al ensuciamiento debido a la formación de una capa de lodo, coloides y soluto que se acumulan sobre la superficie de la membrana impidiendo el comportamiento adecuando de ésta (Meng et al., 2009).
A pesar de ser una tecnología relativamente nueva, la instalación a escala industrial ha ido aumentando considerablemente en los últimos años. En el año 2007, más de 2200 instalaciones de MBR estaban operando o en construcción en el mundo (Poyatos, 2007). Este crecimiento se debe a que este sistema funciona tanto para aguas residuales procedentes de estaciones depuradoras urbanas como industriales (Yang et al., 2006)
2.1. Capacidad de desinfección de la tecnología MBR
Como ya se ha comentado, una de las principales ventajas de la tecnología MBR es la capacidad de desinfección y la calidad del efluente obtenido en comparación con otros tratamientos convencionales. En un sistema MBR el proceso de desinfección se lleva a cabo mediante tres mecanismos (Shang et al., 2004)
– Filtración física a través de la membrana. Se basa en las diferencias de tamaño, ya que el poro impide el paso a las partículas con mayor diámetro que él.
– Actividad física y biológica de los fangos activos. La retención física se produce mediante mecanismos de adsorción de las sustancias en los fangos.
– Actividad física (adsorción) y biológica de la capa o film que se forma en la superficie de la membrana debido a la deposición de sólidos. La actividad biológica del film se produce por predación de los microorganismos. Si el espesor del film aumenta demasiado se produce el ensuciamiento de la membrana impidiendo que ésta trabaje adecuadamente.
La calidad del efluente obtenido y la eficacia del proceso se controla mediante parámetros físico-químicos (sólidos suspendidos, demanda química de oxígeno, demanda biológica de oxígeno, turbidez y nutrientes) y biológicos (concentraciones de microorganismos patógenos).
2.1.1. Parámetros físico-químicos
Todos los trabajos revisados coinciden en los elevados rendimientos, por encima de los sistemas convencionales, que ofrece la tecnología MBR para eliminar sólidos, materia orgánica y nutrientes. Melín et al. (2006), a través de una revisión bibliográfica, presentan un resumen de los valores obtenidos en trabajos experimentales desde 2001 (tabla 1) en el que se pueden ver los altos rendimientos de eliminación de los parámetros físico-químicos que tienen los MBR.
| Parámetro | Eficiencia de eliminación (%) | Calidad del efluente |
| SS (mg/l) |
> 99 |
< 2 |
| Turbidez (UNT) |
98,8 -100 |
< 1 |
| DQO (mg/l) |
89 – 98 |
10 – 30 |
| DBO (mg/l) |
> 97 |
< 5 |
| COD (mg/l) |
– |
5 – 10 |
| NH3-N (mg/l) |
80 – 90 |
< 5,6 |
| NT (mg/l) |
36 – 80 |
< 27 |
| PT (mg/l) |
62 –97 |
0,3 – 2,8 |
Tabla 1.- Eficiencia de eliminación y calidad del efluente en MBR (Melin et al., 2006)
Diversos trabajos han cotejado este sistema con otros convencionales. En este sentido, Wisniewski (2007) compara el comportamiento de distintos sistemas de tratamiento convencional de agua como son filtro percolador, fangos activados y tratamiento físico/químico con el sistema MBR (tabla 2). En los resultados que presenta, el reactor biológico de membrana ofrece un rendimiento muy superior al resto en cuanto a la depuración y desinfección de un agua residual.
Ottoson et al. (2006) comparan la eficacia de un MBR sumergido con otros dos procesos: tratamiento convencional de lodos activados (TCLA) más un tratamiento terciario (TT) y un digestor anaerobio (DA). Los porcentajes de reducción mostrados en la tabla 3 manifiestan una gran capacidad de eliminación de los dos primeros sistemas con valores parecidos de reducción de materia orgánica, siendo un poco mejor los valores obtenidos con el sistema MBR. Estos resultados coinciden con los obtenidos por Arévalo et al. (2009) al comparar un sistema MBR de ultrafiltración con un tratamiento convencional de lodos activos suplementado con un tratamiento terciario mediante ultrafiltración. La mayor diferencia entre los sistemas analizados se encuentra en la eliminación de nutrientes. Mientras que la reducción de nitrógeno es mayor en el sistema MBR, debido probablemente a que se trabaja con concentraciones altas de fangos mejorando el proceso de nitrificación y desnitrificación (Mahne est al., 1996, Muller et al., 1995), la eliminación de fósforo es muy pobre. Debido a esto, en función del uso del agua, sería necesario un tratamiento posterior al MBR para reducir este parámetro. En cuanto al digestor anaeróbio, los valores obtenidos sugieren la inclusión de posteriores tratamientos para aumentar la calidad del agua tratada.
| Agua de entrada |
Agua depurada |
|||||||
|
SST (kg/m3) |
DQO (kg/m3) |
Turbidez (UNT) |
Gérmenes (/100ml) |
SST (kg/m3) |
DQO (kg/m3) |
Turbidez (UNT) |
Gérmenes (/100ml) |
|
| Filtro percolador |
0.2 |
0.7 |
120 |
108 |
0.035 |
0.125 |
10 |
106 |
| Fangos activados |
0.2 |
0.7 |
120 |
108 |
0.030 |
0.08 |
5 |
106 |
| Procesos F-Q |
0.2 |
0.7 |
120 |
108 |
0.060 |
0.130 |
20 |
107 |
| MBR |
0.2 |
0.2 |
120 |
108 |
0 |
0.020 |
< 2 |
<102 |
Tabla 2.- Comparación del comportamiento del sistema MBR con otros procesos convencionales (Wisniewski, 2007)
| Parámetro |
MBR sumergida |
TCLA + TT |
DA |
| SS |
99,6 |
98,9 |
63,3 |
| DQO |
95,5 |
94,0 |
66,9 |
| DBO7 |
99,6 |
99,3 |
77,6 |
| COT |
94,8 |
93,9 |
68,7 |
| NKT |
97,7 |
91,7 |
6,7 |
| NH4-N |
98,6 |
91,6 |
– 10,0 |
| PT |
41,5 |
95,7 |
27,2 |
Tabla 3.- Porcentage de reducción de los parámetros físico-químicos en diferentes sistemas de tratamiento de aguas (Ottoson et al., 2006).
2.1.2. Parámetros biológicos
La instalación de la tecnología MBR para la reutilización de agua tratada se presenta como uno de los sistemas más convenientes debido a su excelente capacidad para eliminar patógenos (Brepols et al., 2008). A pesar de que los tratamientos convencionales consiguen eliminar gran parte de los sólidos suspendidos y de la carga orgánica, el efluente procedente de los tratamientos secundarios todavía contiene un gran número de patógenos, haciendo necesario la instalación de tratamientos terciarios para obtener una adecuada desinfección del agua (Koivunen et al., 2003; Bixio et al., 2006). Además, el sistema MBR, al combinar la separación física de la membrana con la conversión biológica para la eliminación de microorganismos, no presenta los problemas de aparición de productos tóxicos generados en otros tratamientos de desinfección como la cloración (Hui, 2004)
Los principales patógenos que determinan la calidad del agua son las bacterias, virus, nemátodos y protozoos. Teniendo en cuenta que el tamaño de las baterias (coliformes) oscila entre 0.6-1.3 µm de diámetro y 2-3 µm de altura (Zhang et al., 2007) se espera que la retención de éstas por los sistemas MBR sea muy alta, llegando a su totalidad para membranas que utilizan ultrafiltración. Debido a esto, para asegurar la calidad del efluente en los procesos que disponen del sistema MBR, sería conveniente un indicador que fuera más pequeño que el tamaño del poro de la membrana. En este sentido, Hui (2004) propone los bacteriofagos como el indicador más adecuado, ya que se parecen a los virus en su morfología, estructura, tamaño y comportamiento.
Como ya se ha comentado, la eliminación de patógenos o desinfección en el sistema MBR se lleva a cabo mediante los mecanismos de filtración física a través de los poros, la actividad biológica de la materia en el tanque y la actividad física y biológica de la capa que se forma en la superficie de la membrana.
La capacidad de eliminación de microorganismos patógenos por parte de la tecnología MBR ha sido estudiada por diferentes autores. Zannetti et al. (2010) han presentado rangos de reducción de bacterias entre 6 y 7 log10 ucf/ 100 ml y de virus entre 4 y 6 log10 ufp/ 100 ml. Las concentraciones de microorganismos presentes en el permeado (tabla 4) se encuentran por debajo de los valores límites necesarios para reultilizar el agua depurada, tanto para usos industriales como urbanos. Resultados muy similares obtienen Zhang et al. (2007) cuando comparan este sistema con una planta convencional de lodos activados más un tratamiento terciario con cloro. No obstante, los autores (Zannetti et al. 2010) consideran necesario la inclusión de un tratamiento de desinfección química posterior al sistema MBR en los meses de verano.
En los mismos términos se expresa Ottoson et al., (2006), aunque los resultados que se obtienen, tanto del sistema MBR como de los tratamientos convencionales, son peores que los que presentan Zanetti y Zhang. En este caso, la reducción de bacterias (E.Coli y Enterococci) y virus (Colifagos somáticos y Fagos F-específicos) no alcanza los 5 log10 ufc/ 100 ml y 4 log10 ufp/ 100 ml respectivamente.
La alta capacidad de eliminación de virus en el sistema MBR no se debe a la filtración física sino que se produce mediante la adsorción de los microorganismos en la materia suspendida y mediante la retención en la capa de sólidos o “biofilm” que se forma en las superficies de las membranas, aumentando la retención a medida que aumenta el tamaño de ésta (Ueda et al., 2000). Si esta capa crece demasiado se produce el fenómeno de ensuciamiento de la membrana.
Con respecto a los nemátodos, normalmente el uso de tratamientos secundarios (convencionales o no) aseguran la completa eliminación de este tipo de patógenos en el efluente (Gómez et al., 2006).
| Microorganismos patógenos |
Agua entrada al reactor biológico |
Permeado |
Permeado con desinfección (1) |
| Coliformes totales (ufc/100 ml) |
6,9 – 8,30 |
1,43 – 3,49 |
0 – 2,30 |
| coliformes fecales (ufc/100 ml) |
6,32 – 8,23 |
0 – 1,11 |
0 – 0 |
| E. Coli (ufc/100 ml) |
6,15 – 7,90 |
0 – 0,60 |
0 – 0 |
| Enterococci (ufc/100 ml) |
5,56 -6,23 |
0 – 0,70 |
0 – 0 |
| colifagos somáticos (ufp/100 ml) |
5,78 – 6,84 |
1,11 – 2,18 |
0 – 1,71 |
| Bacteriofagos F-especificos (ufp/100 ml) |
5,24 – 6,66 |
0 – 1,26 |
0 – 0 |
| Bacteriofagos (bacteroides fragiles) (ufp/100 ml) |
0 – 5,45 |
0 – 0 |
0 – 0 |
Tabla 4.- Concentración (log10) de bacterias y virus en el agua tratar y en el permeado de un sistema MBR (Zanetti et al., 2010). ufc: unidad de formación de colonias, ufp: unidad de formación de placas.
(1) Únicamente en los meses de verano
2.2 Ensuciamiento
Como ya se ha comentado, la continua acumulación de materia, tanto orgánica como inorgánica, sobre la superficie de la membrana forma una capa de sólidos, que si bien es beneficiosa para la eliminación de patógenos, se convierte en un gran inconveniente cuando crece demasiado. Todos los trabajos revisados consideran el ensuciamiento como uno de los mayores problemas que impiden el correcto funcionamiento de la membrana. En este sentido, en el año 2006, más de una cuarta parte de las publicaciones sobre biorreactores de membrana se centraban en el análisis de este problema (Yang et al., 2006).
Entre los factores que influyen en el ensuciamiento destacan el material de la membrana, las características del lodo, las características del agua alimentada y condiciones de operación (Le-Clech et al., 2006).
Los principales efectos del ensuciamiento son el taponamiento de los poros, la reducción del flujo de agua a través de la membrana y el aumento de la diferencia de presión entre ambos lados de la superficie de la membrana (Hiu, 2004)
La limpieza se realiza inicialmente mediante tratamientos físicos, pasando agua del permeado a contracorriente o parando el proceso de filtración consiguiendo que la capa se caiga por gravedad (Le-Clech et al., 2006). Pulefou (2007) considera necesaria esta limpieza cuando la acumulación de sólidos, en membranas que trabajan con microfiltración, se encuentra por encima de 3 gramos por metro cuadrado de superficie. En caso de que este tratamiento sea insuficiente, la limpieza se realiza con productos químicos (Meng et al., 2009)
Actualmente, las investigaciones se centran en el desarrollo de nuevos materiales, ya sea mediante la modificación física de membranas (Yu et al., 2008) o la incorporación de nuevos materiales a las membranas comerciales (Asatekin et al., 2009) y en el uso de membranas dinámicas, mediante la formación de capas protectoras (Ye et al., 2006) con el objetivo de reducir el problema del ensuciamiento.
3.- Conclusiones
Los resultados de los trabajos revisados muestran una calidad del agua tratada mediante reactores biológicos de membrana (MBR) igual o superior a la obtenida con los tratamientos terciarios de desinfección acoplados a tratamientos secundarios convencionales (fangos activos). Además, en todos los casos analizados, los valores de los parámetros físico-químicos y biológicos no superan los límites establecidos por la legislación española para la reutilización del agua, tanto para usos urbanos como agrícolas o industriales.
El proceso de desinfección en sistemas MBR se lleva a cabo por mecanismos físicos y biológicos. Teniendo en cuenta la documentación revisada, el mayor porcentaje de eliminación de virus se debe al fenómeno de adsorción en la biopelícula formada en la superficie de la membrana.
No obstante, esta tecnología aún presenta ciertos inconvenientes, sobre todo operacionales, que obligan a seguir investigando para mejorar el sistema.
En conclusión, el uso de reactores biológicos de membranas (MBR) para producir un agua que pueda ser reutilizada se considera una opción adecuada y factible, tanto para estaciones depuradoras de aguas residuales urbanas como industriales. En esta sentido, numerosos investigadores resuelven que este sistema es una tecnología eficiente para la reutilización de agua depurada.
Por: Gorka García1; Estíbaliz Huete1; Alicia Torres2; Luis Carlos Martínez1
1 AEMA (Agua, Energía y Medio Ambiente Servicios Integrales S.L.)
Polígono Industrial El Pilar, C/ Fitero, 9, 26.540 Alfaro, La Rioja
Tel.: 941 18 18 18
aema@aemaservicios.com. www.aemaservicios.com
Reutilización de agua depurada
2 Laboratorios Alfaro
Polígono Industrial El Pilar, C/ Fitero, 7, 26.540 Alfaro, La Rioja
Tel.: 941 18 44 44

AGUAS RESIDUALES DE ZUMOS
Depuración de aguas residuales industriales mediante tecnología MBR
En este artículo se pretende reflejar los resultados del uso de reactores de membrana (MBR) para la depuración de aguas residuales industriales. La implantación de este sistema en plantas de diferentes sectores industriales presenta importantes ventajas en comparación con otros tratamientos. En primer lugar, la gran calidad del efluente obtenido permite cumplir con la legislación más exigente, pudiendo incluso reutilizar el agua si la empresa lo requiere. Además, los sistemas MBR pueden ser acoplados fácilmente a plantas depuradoras ya existentes que se han quedado obsoletas posibilitando el cumplimiento de la normativa actual. Sin embargo, esta tecnología requiere de empresas especializadas para el diseño, instalación y optimización de las condiciones de operación. En este sentido, AEMA posee la experiencia necesaria, con más de 50 instalaciones realizadas, para su diseño, implantación, explotación y mantenimiento adecuado.
1.- Introducción
Depuración de Aguas residuales industriales

depuración de Aguas residuales industriales
El vertido de aguas de origen industrial puede plantear importantes riesgos y problemas de contaminación ambiental. Si no reciben el tratamiento adecuado, estos efluentes pueden contener altos niveles de contaminantes orgánicos e inorgánicos que reduzcan la calidad de los recursos hídricos naturales.
En este sentido, la legislación y las normas administrativas que regulan este tipo de vertido se ha ido desarrollando significativamente en las últimas décadas haciéndose cada vez más restrictiva (Marín, 2006). Desde el año 2000, la Unión Europea estableció el marco legislativo en el campo de la política de aguas mediante la Directiva Marco del Agua (Directiva 2000/60/EC, 2000) desarrollando unas directrices básicas en función de parámetros físico-químicos, biológicos e hidromorfológicos para asegurar la calidad del agua. A partir de esta directiva, los países miembros de la Unión Europea han ido desarrollando su propia legislación en materia de tratamiento de aguas residuales, tanto urbanas como industriales. A nivel nacional, la legislación española (Real Decreto 606/2003; Ley de Aguas 2001) obliga a clasificar el vertido generado en función de la actividad industrial y establece la autorización necesaria para el vertido de aguas residuales industriales a partir de los límites establecidos para sustancias peligrosas. Dicha autorización corresponde al organismo de cuenca, en el caso de vertidos directos, o al órgano autonómico o local correspondiente, en el caso de vertidos indirectos.
Con el fin de poder cumplir con los límites establecidos las empresas han centrado una parte importante de sus esfuerzos en la reducción de la contaminación generada. En el año 2008, más del 15 % de las inversiones realizadas por las empresas españolas en protección medioambiental, alrededor de 235 millones de euros, fueron destinadas a la adquisición de equipos e implantación de instalaciones para el tratamiento de aguas (INE, 22 Julio 2010).
Las aguas industriales, a diferencia de las urbanas, son muy heterogéneas. Cada sector industrial genera unos efluentes líquidos diferentes, incluso dentro de empresas dedicadas a la misma actividad se observa diferencias en sus vertidos en función de las características del proceso productivo. Por este motivo, el tratamiento de aguas industriales requiere el desarrollo de soluciones particulares para cada caso en concreto. Además, éstas deben ser desarrolladas por empresas especializadas capaces de concebir y desarrollar el proyecto completo con soluciones llaves en mano. Teniendo en cuenta la necesidad creada, la empresa Agua, Energía y Medio Ambiente, Servicios Integrales S.L. (AEMA S.L.) comenzó su actividad en 2002 y desde entonces cuenta con más de 300 referencias en el mundo de las aguas industriales.
La depuración de este tipo de aguas viene desarrollándose desde hace décadas. Actualmente se cuenta con una serie de tratamientos que, dimensionados y combinados en la manera adecuada, pueden conseguir depurar el 90% de los efluentes líquidos producidos por las empresas. En cuanto a la contaminación de procedencia orgánica contenida en estos vertidos, ésta es tratada mediante sistemas de depuración biológica, en la que la tecnología de fangos activos ocupa un lugar predominante. Este proceso comenzó a desarrollarse en Inglaterra en 1914 (Ortega de Miguel, 2008) pero es a partir de los años 80 cuando la aplicación de este tratamiento para la depuración de aguas residuales es mayoritaria. Los sistemas de fangos activos se basan en la eliminación de sustancias biodegradables mediante la acción microorganismos en un reactor biológico y, en general, los resultados que se consiguen en cuanto a la reducción de contaminantes son bastante buenos. Sin embargo, los requerimientos exigidos en el tratamiento de aguas residuales han ido aumentando y, como consecuencia, han surgido una serie de procesos que se reflejan en la tabla 1 y que, fundamentados en el mencionado sistema de fangos activos, han conseguido mejorarlo variando diferentes aspectos.
|
NUEVO PROCESO |
VARIACIÓN CON RESPECTO AL SISTEMA CONVENCIONAL |
| Canal de oxidación | Tipo de cuba (Flujo pistón vs Mezcla completa) |
| Sistemas secuenciales (SBR) | Régimen de funcionamiento (Secuencial vs Continuo) |
| Eliminación de nitrógeno y/o fósforo | Proceso en fases |
| Doble etapa de fangos activados | Proceso en etapas |
| Procesos de biopelícula (Lecho fijo, Lecho Móvil) | Introducción de material que actúa como soporte para biomasa |
| Biorreactores con membranas | Sistema de separación del fango y del efluente depurado (Decantación vs Filtración por Membranas) |
Tabla 1.- Clasificación de los procesos biológicos no convencionales (Batanero, 2008)
Entre los diferentes procesos que se han desarrollado, los reactores biológicos de membrana (MBR) han experimentado en los últimos años un incremento sustancial a nivel mundial debido principalmente a las ventajas que presenta en cuanto a calidad del efluente depurado y al elevado rendimiento de depuración.
2.- Bioreactores de membrana (MBR)
Los sistemas MBR se pueden definir como una tecnología para la depuración de aguas residuales que combina el proceso de degradación biológica denominado fangos activos con la separación sólido/líquido mediante la filtración con membranas. Dependiendo del tamaño del poro, el proceso de separación en la membrana se lleva a cabo mediante microfiltración (MF) o ultrafiltración (UF) (Judd et al., 2003) y determina los compuestos que se separan en el reactor.
Además de las membranas, la implantación de esta tecnología conlleva una serie de equipos e instrumentación adicional necesarios para la automatización del MBR. Debido a la complejidad del sistema, es necesario que el diseño y la instalación se lleven a cabo por una empresa especializada, como AEMA, con una amplia experiencia en este tipo de tecnologías.
Las principales ventajas de un sistema MBR en comparación con los sistemas convencionales de lodos activados son (García et al., 2010):
– Posibilidad de trabajar con concentraciones de sólidos en el reactor muy superiores a los de los procesos convencionales. Los biorreactores de membrana trabajan habitualmente con concentraciones de 8 a 15 g SST/l dependiendo de la membrana utilizada aunque, en función de la aplicación, puede trabajar a concentraciones por encima de 20 g SST/l.
– Plantas más compactas. Los sistemas MBR necesitan de menor volumen de reactor debido a la mayor concentración de sólidos suspendidos en el licor mezcla.
– Desarrollo de biomasa especializada. Dependiendo de la configuración de la planta y las condiciones de trabajo, es posible trabajar con elevadas edades de fango que posibilitan el desarrollo de biomasa especializada en degradar compuestos específicos con los que están en contacto. Esta capacidad es muy interesante para el tratamiento de efluentes que presentan sustancias difíciles de degradar, como ocurre en determinados sectores industriales, aunque requiere una amplia experiencia en el manejo de esta tecnología para poder desarrollar la biomasa de manera adecuada.
– Mayor estabilidad ante sobrecargas. Los biorreactores de membrana presentan mayor estabilidad que los sistemas convencionales en episodios de picos de caudal, carga o ante cambios bruscos en el afluente a la planta. Esta cualidad convierte a estos sistemas en tecnología especialmente adecuada para los vertidos industriales que presentan un comportamiento estacional, como son la el sector conservero, bodeguero, etc.
– Aumento de la calidad del efluente. Con la tecnología MBR se consiguen rendimientos superiores a los obtenidos con los métodos convencionales en eliminación de compuestos orgánicos, nutrientes y microorganismos. En la siguiente tabla se muestran valores habituales de parámetros físico-químicos y biológicos en el efluente de un MBR.
|
Parámetro de diseño |
||
| Caudal diseño | m3/d | 50 |
| DQO | mg/l | 30 – 70 |
| DBO | mg/l | < 20 |
| COD | mg/l | 10 – 20 |
| NH3-N | mg/l | < 2 |
| Nitrógeno total | mg/l | < 5 |
| Fóforo total | mg/l | < 1 |
|
Parámetros biológicos |
||
| Coliformes totales | ufc/100 ml | < 100 |
| Coliformes fecales | ufc/100 ml | < 20 |
Tabla 2.- Calidad del efluente en MBR
– Posibilidad de reutilización del efluente. En función del uso posterior, el efluente puede ser reutilizado directamente aumentando los recursos hídricos disponibles (Brepols et al., 2008) o puede servir como alimentación de tratamientos posteriores. En este sentido, los biorreactores de membrana se considera la tecnología más adecuada para adecuar la alimentación de los sistemas de ósmosis inversa (Lawrence et al., 2002).
– Posibilidad de adaptarse fácilmente a las plantas de fangos activos ya existentes (Coté et al., 2004). Con la experiencia necesaria y un diseño correcto, la instalación de un sistema MBR aparece como una solución más que indicada en aquellos casos de plantas sobrecargadas que necesitan una ampliación.
– Reducción de los costes de vertido. Según datos publicados en 2009 por el Instituto Nacional de Estadística, en 2006 más del 80 % del agua residual generada en las industrias fue vertida a colector (INE, julio 2009). Con el sistema MBR se consigue un efluente con la calidad suficiente para ser vertido directamente a cauce contribuyendo a un consumo sostenible del agua y a la regeneración de los recursos hídricos y eliminando los costes correspondientes al canon de vertidos indirectos.
En conclusión, el tratamiento con biorreactor de membranas produce un efluente de altísima calidad, no requiriéndose para ello ninguna etapa de sedimentación, ni primaria ni secundaria, ni tratamientos terciarios adicionales de filtración.
3.- Implantación de la tecnología MBR por AEMA en España
Teniendo en cuenta todas las ventajas que presenta esta tecnología, la empresa Agua, Energía y Medio Ambiente, Servicios Integrales S.L. (AEMA S.L.) lleva apostando desde hace varios años por la utilización de tecnología MBR con todo tipo de membranas existentes en el mercado para el tratamiento de aguas residuales industriales.
A lo largo de este tiempo, se ha puesto en marcha esta tecnología en cincuenta y cinco plantas ubicadas por todo el territorio nacional, repartidas en las siguientes comunidades autónomas: La Rioja, Navarra, Aragón, Castilla León, Extremadura, Andalucía y la Comunidad Valenciana. En todas ellas, sin importar la actividad industrial desarrollada, el efluente obtenido cumple con los límites exigidos para ser vertido a cauce público y/o para ser reutilizado si la empresa lo considera adecuado. Además, debido al alto grado de conocimiento de la tecnología y a la gran experiencia acumulada en este campo, AEMA gestiona la explotación y el mantenimiento de las plantas para asegurar un correcto funcionamiento y optimizar los costes derivados del mismo.
En la tabla 3 se muestra un resumen del número de instalaciones depuradoras de AEMA con esta tecnología.
|
SECTOR |
Nº PLANTAS |
| Vinícola |
24 |
| Conservero |
11 |
| Lácteo |
3 |
| Cárnico |
4 |
| Bebidas no alcohólicas |
5 |
| Bebidas alcohólicas |
2 |
| Químico |
5 |
| Servicios |
1 |
|
TOTAL |
55 |
Tabla 3. Número de instalaciones de MBR para la depuración de aguas residuales realizadas por AEMA en función del sector industrial al que pertenecen.
Como ya se ha comentado, una de las ventajas que ofrece esta tecnología es su capacidad para adaptarse a plantas existentes. En este sentido, del total de las instalaciones de MBR que AEMA ha puesto en marcha, el 67 % corresponde con obra nueva mientras que el 33% restante es debido a la necesidad de ampliación de instalaciones que se han quedado pequeñas o que no cumplen con la legislación actual. Este porcentaje ofrece una idea de la gran capacidad de adaptación de esta tecnología a tratamientos que están en funcionamiento y que requieren una mejora en la calidad del efluente obtenido.
Otra de las potencialidades más acusadas de los sistemas MBR es su capacidad para producir agua susceptible de ser reutilizada directamente. Esta posibilidad es muy interesante para muchas empresas y, en concreto, el 45 % de las plantas que tienen implantada esta tecnología por AEMA, están reutilizando el agua, principalmente para el riego de zonas agrícolas o zonas de servicios.
3.1. Tratamiento de aguas residuales de bodegas mediante sistema MBR.
Una gran parte de los sistemas MBR instalados por AEMA se encuentran en industrias agroalimentarias, concretamente en el sector vinícola (bodegas), ya que este tipo de industrias son las más abundantes en el área geográfica de mayor influencia de la empresa
Por lo general, la naturaleza de la contaminación de los vertidos generados en las bodegas es principalmente orgánica, aunque también se generan residuos minerales, tierras, grasas, detergentes y desinfectantes, contaminantes tóxicos exógenos localizados en la uva, etc., Los vertidos producidos en este tipo de industrias se caracterizan principalmente por:
- Alta biodegradabilidad de las aguas residuales, derivado de una relación DQO/DBO5 óptima y favorecida por la ausencia de alta toxicidad.
- Elevada carga orgánica contaminante, derivada de la materia seca del mosto y/o del vino, o bien de microorganismos. Se trata fundamentalmente de materia colorante, taninos, proteínas, ácidos orgánicos, glúcidos y microorganismos vivos o muertos (levaduras, bacterias lácticas y acéticas, hongos).
- Alta concentración de DBO5 (hasta 11.000 mg O2/l) y DQO (hasta 18.000 mg O2/l).
- pH de carácter marcadamente ácido en los vertidos generados por las bodegas y básico en los de la planta de embotellado.
- Sólidos en suspensión en altas concentraciones, gran parte de ellos en forma coloidal.
Además, los vertidos generados en las bodegas presentan una gran irregularidad en lo referente tanto a los caudales, como a las características de las aguas residuales, dependiendo de las horas del día en las que se produzca el vertido, ya que influyen factores tales como la frecuencia de entrada de materia prima, la tecnología de vinificación empleada, las variedades de uva transformadas, el tamaño de la bodega, etc.; y de una marcada estacionalidad del ciclo anual, que presenta el máximo exponente en el periodo de vendimia, donde se producen los mayores caudales y concentraciones de contaminantes en el vertido.
Teniendo en cuenta los problemas de depuración del agua residual a los que se enfrenta este sector, y siendo el mayor de ellos la estacionalidad, el uso de biorreactores de membrana para tratar el efluente generado se ha convertido en una opción que presenta numerosas ventajas.
En primer lugar, los valores obtenidos en el efluente en términos de diferentes parámetros como materia orgánica o sólidos en suspensión están muy por debajo de los límites exigidos para su vertido, tanto a colector como a cauce público.
En la tabla 4 se muestran los resultados obtenidos con esta tecnología durante los últimos meses de 2009 en una bodega de La Rioja. Los datos en fondo verde corresponden al periodo de vendimia y los datos en fondo blanco corresponden al periodo de no vendimia.
Se puede comprobar que en todos los casos, en vendimia y fuera de vendimia, el rendimiento en DQO y DBO es superior al 98%. Se puede observar que la DBO en el efluente es siempre < 20, límite de detección, por lo que se puede decir que se consume toda la DBO en el reactor y la DQO que quedaría a la salida sería aquella que no puede ser degradada por métodos biológicos. Es decir, los sistemas MBR que diseña AEMA, operados correctamente, consiguen eliminar toda la materia orgánica susceptible de ser biodegradada, presentado valores de DBO insignificantes a la salida de la planta.
El diseño, instalación y puesta en marcha de todo el tratamiento así como la explotación y el mantenimiento de la planta se han llevado a cabo por AEMA S.L.
|
DQO |
DBO |
Sólidos en Suspensión |
|||||||
|
Día |
Entrada EDAR (mg/l) |
Salida EDAR (mg/l) |
Eficiencia de eliminación (%) |
Entrada EDAR (mg/l) |
Salida EDAR (mg/l) |
Eficiencia de eliminación (%) |
Entrada EDAR (mg/l) |
Salida EDAR (mg/l) |
Eficiencia de eliminación (%) |
| 18/09/2009 |
3621 |
71 |
98,03 |
NR |
NR |
– |
316 |
< 2 |
> 99,37 |
| 21/09/2009 |
8009 |
66 |
99,18 |
>5000 |
<20 |
> 99,60 |
871 |
< 2 |
> 99,77 |
| 22/09/2009 |
2194 |
49 |
97,75 |
1346 |
<20 |
> 98,50 |
387 |
< 2 |
> 99,48 |
| 23/09/2009 |
1692 |
45 |
97,34 |
NR |
NR |
– |
208 |
< 2 |
> 99,04 |
| 29/09/2009 |
30171 |
60 |
99,80 |
21935 |
< 20 |
> 99,91 |
871 |
7 |
99,2 |
| 01/10/2009 |
20727 |
71 |
99,66 |
11000 |
< 20 |
> 99,82 |
6360 |
< 2 |
> 99,97 |
| 15/10/2009 |
14644 |
38 |
99,74 |
8708 |
< 20 |
> 99,77 |
2240 |
< 2 |
> 99,91 |
| 20/10/2009 |
23442 |
56 |
99,76 |
NR |
NR |
– |
400 |
< 2 |
> 99,50 |
| 02/11/2009 |
36414 |
72 |
99,80 |
19535 |
< 20 |
> 99,90 |
10800 |
< 2 |
> 99,98 |
| 05/11/2009 |
34405 |
83 |
99,76 |
NR |
NR |
– |
9100 |
5 |
99,94 |
| 20/11/2009 |
17829 |
68 |
99,62 |
NR |
NR |
– |
1010 |
< 2 |
96,80 |
| 15/12/2009 |
17730 |
60 |
99,66 |
12388 |
< 20 |
> 99,84 |
4500 |
4 |
99,91 |
NR = No Realizado Periodo de vendimia Periodo de no vendimia
Tabla 4. Eficiencia de eliminación de materia orgánica y sólidos en suspensión mediante tecnología MBR para un vertido procedente de una bodega.
En segundo lugar, la tecnología MBR es muy adecuada para este tipo de industrias ya que puede ser acoplada sin muchas dificultades a tratamientos ya existentes para ampliar plantas que se han quedado pequeñas, el arranque de la planta es muy sencillo y soporta bien puntas de carga (aumento brusco de caudal y/o concentración de contaminantes).
AEMA tiene mucha experiencia en la adaptación de plantas existentes mediante la instalación de tecnología MBR. En la tabla 5, se muestran los resultados de una depuradora convencional tratando el efluente de una bodega, que no conseguía resultados satisfactorios durante el año 2009. En 2010 se instaló un sistema MBR y los resultados mejoraron espectacularmente.
|
DQO |
DBO |
Sólidos en Suspensión |
|||||||
|
Día |
Entrada EDAR (mg/l) |
Salida EDAR (mg/l) |
Eficiencia de eliminación (%) |
Entrada EDAR (mg/l) |
Salida EDAR (mg/l) |
Eficiencia de eliminación (%) |
Entrada EDAR (mg/l) |
Salida EDAR (mg/l) |
Eficiencia de eliminación (%) |
|
06/10/2009 |
21087 |
999 |
95,26 |
12515 |
791 |
93,68 |
2760 |
174 |
93,70 |
|
13/10/2009 |
27818 |
2945 |
89,41 |
22655 |
1836 |
91,90 |
1550 |
387 |
75,03 |
|
19/10/2009 |
16400 |
1993 |
87,85 |
13186 |
842 |
93,61 |
1380 |
540 |
60,87 |
|
07/10/2010 |
23401 |
43 |
99,82 |
15113 |
< 20 |
> 99,36 |
1223 |
< 2 |
> 99,83 |
|
14/10/2010 |
25448 |
92 |
99,63 |
19006 |
< 20 |
> 99,89 |
1900 |
< 2 |
> 99,89 |
|
19/10/2010 |
20881 |
80 |
99,61 |
14106 |
< 20 |
> 99,86 |
1030 |
< 2 |
> 99,80 |
Tabla 5. Parámetros de salida de un vertido en época de vendimia procedente de una bodega sin MBR (año 2009, ) y con MBR (año 2010, ).
4. Reutilización de aguas residuales depuradas mediante sistema MBR.
El agua de calidad es una materia crítica para la industria. El adecuado tratamiento de aguas residuales industriales y su posterior reutilización para múltiples usos contribuye a un consumo sostenible del agua, sin olvidar que dicho consumo representa un coste significativo para las propias industrias (Rodríguez et al., 2006).
En España, la reutilización de aguas depuradas viene legislada por el Real Decreto 1620/2007 en el que quedan fijados los límites que deben cumplir para parámetros físico-químicos y biológicos en función del uso que se le va a dar a esa agua. En este sentido, la instalación de la tecnología MBR para la reutilización de agua tratada se presenta como uno de los sistemas más convenientes debido a su excelente capacidad para cumplir con la legislación vigente reduciendo la cantidad de materia orgánica y sólidos en suspensión y eliminado los patógenos presentes (Brepols et al., 2008) por debajo de los límites exigidos.
Actualmente, más de un 45% de las plantas en las que AEMA ha instalado la tecnología MBR están reutilizando el agua o en proceso de hacerlo. El uso más común es el riego de campos destinados a la agricultura pero también se está utilizando el agua tratada en algunas industrias para el riego de otras zonas verdes o ajardinadas para usos recreativos o como agua de aporte a los circuitos de refrigeración, calderas… En la siguiente tabla se muestra los análisis realizados el último mes a una industria del sector servicios que reutiliza el agua tratada para el riego de campos de uso recreativo. Como se puede apreciar, en ningún momento se sobrepasan los valores de ninguno de los parámetros exigidos por la legislación y en muchos de ellos se está muy por debajo de los límites establecidos.
|
Parámetro |
TURBIDEZ |
Detección/ Recuento LEGIONELLA SPP |
Sólidos en suspensión |
Nemátodos Intestinales |
E.Coli |
|
(U.N.F) |
(ufc/1l) |
(mg/l) |
(Huevos/10l) |
(ufc/100 ml) |
|
| Límites establecidos según el RD 1620/2007 |
10 |
100 |
20 |
1 |
200 |
|
Parámetros de vertido de la planta |
|||||
| 02/09/2010 |
0,250 |
NR |
< 2 |
NR |
13 |
| 07/09/2010 |
0,080 |
0 |
< 2 |
1 |
< 1 |
| 10/09/2010 |
0,020 |
NR |
< 2 |
0, |
10 |
| 16/09/2010 |
0,050 |
NR |
< 2 |
NR |
< 10 |
| 21/09/2010 |
0,020 |
NR |
< 2 |
0 |
8 |
| 24/09/2010 |
0,030 |
0 |
< 2 |
NR |
< 10 |
| 01/10/2010 |
0,040 |
0 |
< 2 |
NR |
< 1 |
NR = No Realizado
Tabla 6. Valores de parámetros para la reutilización de agua residual tratada para riegos de campos para uso recreativos según RD 1620/2007.
5. Costes de aguas residuales depuradas mediante sistema MBR.
Además de las ventajas que presenta en cuanto a calidad del agua y versatilidad del sistema, una correcta explotación y mantenimiento de esta tecnología por parte de una empresa especializada como AEMA puede suponer una reducción en los gastos de esta partida en comparación con otros tratamientos biológicos convencionales.
Como se muestra en la siguiente figura, el sistema MBR presenta un consumo energético y de producto químico ligeramente superior a los sistemas convencionales. Esto es debido a la aireación de las membranas, necesaria para evitar su ensuciamiento, y a los reactivos que se emplean en la limpieza de las membranas.
Sin embargo, la baja generación de fangos en el sistema redunda en los costes asociados a su gestión haciendo, en general, más rentable la implantación de la tecnología MBR que la instalación de un tratamiento biológico convencional como puede ser un tratamiento con aireación prolongada
Figura 1.- Comparación de costes de explotación y mantenimientos de una planta de aguas residuales con un tratamiento de Aireación Prolongada (AP) y con un biorreactor de membrana (MBR) en una bodega.
6. Conclusiones
Debido a la legislación actual y la normativa vigente cada vez más restrictiva en materia de aguas residuales, las empresas tienen que aumentar los esfuerzos que dedican a la depuración de sus vertidos. Para poder cumplir con los límites establecidos, se hace indispensable el desarrollo y la implantación de nueva tecnologías de depuración que sean técnica y económicamente viables.
Entre las posibilidades que existen actualmente en el mercado, los biorreactores de membrana (MBR) se presentan como una de las tecnologías con más futuro para el tratamiento de este tipo de vertidos como consecuencia de la altísima calidad del efluente obtenido y su capacidad de adaptación a las particularidades de cada sector industrial. Por estos motivos, la empresa Agua, Energía y Medio Ambiente, Servicios Integrales S.L. (AEMA S.L) ha apostado por su implantación, explotación y mantenimiento en numerosos sectores de la industria.
Como ejemplo se han presentado los resultados obtenidos de la implantación de esta tecnología por AEMA en el sector vitivinícola, los cuales son altamente satisfactorios. El efluente obtenido presenta unos valores de contaminación por debajo de los límites requeridos posibilitando incluso la reutilización del agua tratada para diferentes usos. Además, los problemas derivados de la estacionalidad del vertido han sido satisfactoriamente solventados mediante la utilización de la tecnología MBR. Finalmente, se ha presentado una comparativa de costes de explotación, en la que se refleja la viabilidad económica de esta tecnología.
En definitiva, se puede decir que el sistema MBR diseñado y controlado adecuadamente es, a día de hoy, la tecnología que mayores rendimientos de depuración consigue y se presenta como una de las tecnologías de depuración de vertidos industriales con más futuro en el mundo.
6. Bibliografía
Batanero Bernabeu, J.G. (2008). `Otros tratamientos biológicos de fangos activados: doble estapa, canales de oxidación, sistemas secuenciales, contacto-estabilización, procesos de doble eatpa y biorreactores con membranas´. XXVI Curso sobre tratamiento de aguas residuales de estaciones depuradoras. Noviembre de 2008.
Brepols, Ch.; Dorgeloh, E.; Frechen, F.-B.; Fuchs, W.; Haider, S.; Joss, A.; de Korte, K.; Ruiken, Ch; Schier, W.; van der Roest, H; Wett, M. Wozniak, Th. (2008). `Upgrading and retrofitting of municipal wastewater treatment plants by means of membrane bioreactor (MBR) technology´. Desalination, 231,20-26.
Coté, P; Masini, M; Mourato, D. (2004). `Comparison of membrane options for water reuse and reclamation´. Desalination, 167, 1-11.
EC (2000). Directive 2000/60/EC of the European Parliament and the Council of 23 of October 2000 establishing a framework for community action in the field of water policy, Off.J.Eur.Comm., L327, 22.12.2000.
Encuesta del Gasto de las Empresas en Protección Ambiental. Año 2008. Nota de Prensa de 22 de Julio de 2010. Instituto Nacional de estadística
Encuesta sobre el uso del agua en el sector industrial. Año 2006. Estadísticas y Cuentas Medioambientales del Instituto Nacional de Estadística. Publicado en Julio de 2009
García, G; Huete, E; Torres, A; Martínez, LC. (2010). `Reutilización de agua depurada mediante reactores biológicos de membrana (MBR)´. Tecnología del Agua 319, 34-39
Lawrence, P; Adham, S; Barrott, L. (2002). `Ensuring water re-use projects succeed – institutional and technical issues for treated wastewater re-use´. Desalination, 152, 291-298.
Marín Galvin, R. (2006). `Gestión eficaz del control de vertidos´. II Jornadas Técnicas sobre regeneración y Reutilización de aguas residuales. Murcia
Ortega de Miguel, E. (2008). `Tratamientos biológicos de fangos activados: aspectos generales y procesos convencionales´. XXVI Curso sobre tratamiento de aguas residuales de estaciones depuradoras. Noviembre de 2008.
Real Decreto 606/2003 por el que se modifica el Real Decreto 849/1986 por el que se aprueba el Reglamento del Dominio Público Hidráulico. BOE 135. 06/06/2003
Real Decreto 1620/2007 por el que establece el régimen jurídico de la reutilización de las aguas depuradas. BOE 294, 8/12/2007.
Real Decreto Legislativo 1/2001 por el que se aprueba el texto refundido de la Ley de Aguas. BOE 176. 24/07/2001
Rodríguez Fernández-Alba, A; Letón García, P; Rosal García, R; Dorado Valiño, M; Villar Fernández, S; Sanz García J.M. (2006). `Tratamientos avanzados de aguas residuales industriales´. Fundación para el conocimiento madri+d. Dirección General de Universidades e Innovación.
AGUAS RESIDUALES DE ZUMOS
Depuración de Aguas residuales industriales
Por: Gorka García1; Estíbaliz Huete1; Alicia Torres2; Luis Carlos Martínez1
1 AEMA (Agua, Energía y Medio Ambiente Servicios Integrales S.L.)
Polígono Industrial El Pilar, C/ Fitero, 9, 26.540 Alfaro, La Rioja
Tel.: 941 18 18 18
aema@aemaservicios.com. www.aemaservicios.com
2 Laboratorios Alfaro
Polígono Industrial El Pilar, C/ Fitero, 7, 26.540 Alfaro, La Rioja
Tel.: 941 18 44 44
laboratorio@laboratoriosalfaro.com, www.laboalfaro.com
Resumen